2. Деталь не сложной формы с усложняющими элементами, которые легко получить обработкой давлением на АРЛ (получение запальных отверстий, образцов капсюльного гнезда и резанием образцов проточки).
3. К детали предъявляются средние требования по точности, что так же повышает ее технологичность.
4. Так же к детали предъявляются невысокие требования по качеству поверхности.
5. Процесс получения детали автоматизирован и программа выпуска характеризует массовое производство.
6. Конечное изделие по окончании технологического процесса не требует дополнительной обработки.
2 Характеристика действующего производства
2.1 Анализ технологического уровня существующего процесса
1.Вырубка. Пресс ПВ 100/800
2.Отжиг. ОКБ - 355
З.Фосфотирование. Линия ЛТ-ШР.
4.Вытяжка 1-ая и 2-ая. ЛГ - 107
5.Отжиг. ОКБ - 355.
б.Фосфотирование. ЛТ - ШР.
7.Вытяжка 3-я и 4-ая. ЛГ - 207+Обрезка. ЛГ - 207
8.0безжиривание. АОС - 7
9.Штамповка дна и пробивка запальных отверстий + Контроль. ЛГ - 307 10.Обезжиривание АОС - 7
11 .Обточка, обжим и калибровка фланца. ЛМОГ - 107 12.Фосфотирование ЛФ – Ш
13. Лакирование ЛЛГ -107
1П = 1020 шт/мин, Ки = 0,8
2.П = 1000 шт/мин, Ки = 0,7
З.П = 3000 шт/мин, Ки = 0,8
4.П = 200 шт/мин, Ки = 0,6
5.П = 650 шт/мин, Ки = 0,7
6.П = 2700 шт/мин, Ки = 0,75
7.П = 170 шт/мин, Ки = 0,7
8.П = 170 шт/мин, Ки = 0,62
9.П = 200 шт/мин, Ки = 0,6
10.П = 3700 шт/мин, Ки = 0,7
11.П=160 шт/мин, Ки = 0,5
12.П = 2000 шт/мин, Ки = 0,8
13.П= 190 шт/мин, Ки = 0,6
2.2 Формирование технико-экономических показателей и задач технологической подготовки производства
Из выше приведенного анализа сделан вывод о необходимости повышения эффективности существующего техпроцесса изготовления детали, приблизить его параметры к требованиям производства.
Основными целями такого совершенствования могут быть: повышение доли применения высокоэффективного оборудования. Достижение целей в совокупности с решением некоторых вспомогательных задач (таких как, рациональный выбор инструмента и уточненные расчеты режимов обработки) будут способствовать снижению трудоемкости, и себестоимости обработанной детали.
Достижение указанных показателей сопряжено с необходимостью проведения мер, направленных на повышение эффективности действующего техпроцесса, средств технологического оснащения. На этой основе следует решить ряд задач технологической подготовки производства детали в соответствии с современными требованиями и уровнем производства.
3. Проектно-технологическая разработка 3.1 Расчет размеров исходной заготовки
Заготовкой для изготовления гильзы является стальная полоса. Размеры заготовки определяем исходя из равенства объемов детали и заготовки с учетом отходов.
3.1.1 Определяем объем детали
1) Определяем объем дульца.
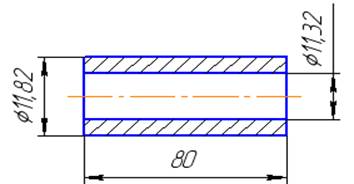
Рис 2.
где dl - внутренний диаметр дульца, мм
d2 - наружный диаметр дульца, мм hi - высота дульца, мм

2) Определяем объем корпуса.
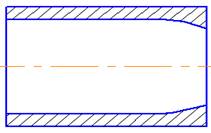
Рис 3
V2=(π*h3/12)*[(d12+d32+d1*d3)]-(d22+d42+d2*d4)]мм3
где Dn фл - диаметр под фланцем, мм
dl - внутренний диаметр корпуса, мм
Нк — высота корпуса, мм
Нк = 22,8-6-8 = 8,8лш
K=(12.1-11.82)/8.8=0.03
d3 =dl+K-h3 мм йг
d3= 11,82 + 0,03 * 8,8 = 12,1 мм
d4 = d3 -2tH,мм
d4=12,1-2*0,6 = 10,9мм
V2=(3,14*8,8/12)*[(11,822+12,12+11,82*12,1)-(10,162+10,92+10,16*10,9)]=221,5мм3
3) Определяем объем нижней части корпуса до донной части.
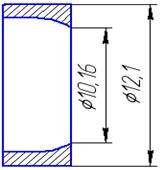
Рис. 4

Где h3=R=0,7мм
d6=d4-2R=9.5мм
d5=d3+K*h3=12.12мм
 4)
Определяем объем верхней части проточки:
4)
Определяем объем верхней части проточки:
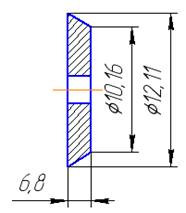
Рис 5.

Где h4=высота верхней части проточки, мм
![]() =
диаметр под фланцем, мм
=
диаметр под фланцем, мм
![]() =
диаметр проточки, мм
=
диаметр проточки, мм

5) Определяем объем цилиндрической части проточки
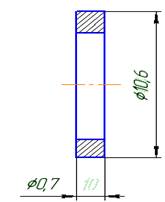
Рис 6.
Где Dпр – диаметр цилиндрической части проточки, мм

6) Определяем объем фланца
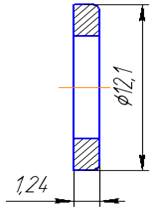
Рис 6
Где h6 – высота фланца, мм
Dп.ф – диаметр под фланцем, мм

7) Определяем объем капсюльного гнезда
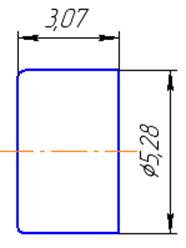
Рис 7
Где dк.г – диаметр капсюльного гнезда мм
hк.г – высота капсюльного гнезда мм

Определяем объем гильзы
Vг = (V1+V2+V3+V4+V5+V6)-V7 мм3
Vг = (80 + 221,5+36,9 +149 + 72,91 + 142,5) -12,7 = 690,1мм3
3.1.2 Определяем объем заготовки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.