Vзаг=1,15*690,1 = 793,6мм3
- Определяем диаметр заготовки

Принимаем диаметр заготовки равный 17,7мм.
3.1.2.1 Определяем раскрой полосы при простом расположении кружков на полосе.
 3.1.2.2
Определяем ширину полосы
3.1.2.2
Определяем ширину полосы
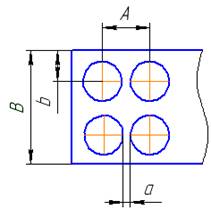
Рис 8
B = D*n+2*b+a*(n-1) мм
Где D – диаметр заготовки В = 17,7 мм
n - число рядов, n=6
в, а - перемычки, а=в=2мм
В = 17,7*6 + 2*2 + 2*(6-1) = 120,2мм
3.1.2.3 Определяем продольный шаг
А=D+а=17,7+2=19,7мм
3.1.2.4 Определяем площадь детали

3.1.2.5 Определяем площадь заготовки
Fзаг=A*B
Где A – продольный шаг мм
B – ширина полосы мм
Fзаг = 19,7*120,2=2367,9 мм2
3.1.2.6 Определяем коэффициент использования материала
Где Fизд = площадь детали мм2
Fзаг = площадь заготовки мм2
N = кол-во одновременно вырубаемых деталей шт
3.1.3 Определяем раскрой полосы при шахматном расположении кружков на полосе.
3.1.3.1
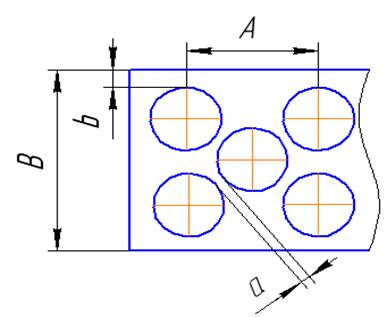
Рис 9
B=D+2*b+(n-1)*(D+a)*cosα мм
Где D – диаметр заготовки = 17,7 мм
n – число рядов = 6
b, a – перемычки = 2 мм
cosα = 30°=0,866
B = 17.7+2*2+(6-1)*(17.7+2)* cos30°=107.001 мм
3.1.3.2 Определяем продольный шаг
A = D+a= 17.7+2 = 19.7 мм
3.1.3.3 Определяем площадь детали
3.1.3.4 Определяем площадь заготовки
Fзаг=A*B
Где A – продольный шаг мм
B – ширина полосы мм
Fзаг = 19,7*107=2107,9 мм2
3.1.3.5 Определяем коэффициент использования материала
Где Fизд = площадь детали мм2
Fзаг = площадь заготовки мм2
N = кол-во одновременно вырубаемых деталей шт
Выбираем шахматный раскрой полосы. Технологические расчеты
1. По чертежу гильзы определяем толщину
стенки вверху и внизу.
![]() = 0,25мм
= 0,25мм
![]() =1,09мм
=1,09мм
2. Определяем толщину стенки полуфабриката последней вытяжки, при этом учитывая:
2.1Упругие деформации материала.
2.3Износ рабочего инструмента.
2.4Разностенность полуфабриката.
Увеличение толщины стенки на операцию обжима дульца

Где ![]() = 0,25
= 0,25
![]() = 0,17
= 0,17
![]() =
толщина стенки вверху
=
толщина стенки вверху
![]() =(
=(![]() +
+![]() )/2
)/2
![]() = (0,25+0,17)/2=0,21мм
= (0,25+0,17)/2=0,21мм
![]() -
коэффициент распружинивания = 0.0025…..0.005=0.020
-
коэффициент распружинивания = 0.0025…..0.005=0.020
![]() - суммарный допуск на
пуансон и матрицу = 0,06….0,08=0,06
- суммарный допуск на
пуансон и матрицу = 0,06….0,08=0,06
![]() -
допуск на разностенность
-
допуск на разностенность
![]() =0,5*
=0,5*![]() *
*![]() =0,5*
=0,5*![]()
![]() =0,5*0,06=0,030
=0,5*0,06=0,030
U – коэффициент учитывающий толщину обжима = 0,97 для стали

![]() =(
=(![]() +
+![]() )/2
)/2
![]() =(
1,09+0,94)/2=1,015 мм
=(
1,09+0,94)/2=1,015 мм
![]() =
=![]() -
-![]()
![]() =1,015-(0,06/2)=0,985
=1,015-(0,06/2)=0,985
3. Определяем размер инструмента последней вытяжки
Dn =( 1-λ)*Dn/фл
Dn = (1-0,02)*12,1 = 11,858мм
dвn= Dn – 2*Tвn
dвn= 11.858-2*0.185=11.488 мм
dнn= Dn – 2*Tнн
dнn= 11,858-2*0,985=9,888 мм
4Определяем число вытяжных операций
n=(lg*Sво-lg*Sвn)/(lg*Hво+1)
Sво= Sзаг/( Hво+1)
Sзаг=π*Tзаг*Dзаг
Sзаг=3,14*3,2*17,7=177,8мм
Sво= 177,8/(1,2+1)=80,7мм
Sвн= (π/4)*(D2n-(dвn)2)
Sвн= (3.14/4)*(11.8582-(11.488)2)=6.78 мм2
n=(lg*80.8-lg*6.78)/(lg*(1.1+1))=3.3
Принимаем количество вытяжек равное 3
3.2 Проектируем техпроцесс
С целью исключения недостатков, указанных при анализе существующего техпроцесса, предлагаются следующие технологические решения
Оборудование для проектируемого тех процесса.
1. Вырубка, свёртка. Пресс ПВ 100/800
П = 810шт/мин, Ки = 0,75
2. Отжиг. ОКБ-355
3. Фосфотирование. ЛТ - ШР
4. Вытяжка 1-я, 2-я, обрезка. ЛГ- 207
5. Обезжиривание. АОС -7
6. Отжиг. ОКБ - 355
7. Фосфотирование. ЛФ - Ш
8. Штамповка 1 -я, 2-я; пробивка запальных отверстий. ЛГ - 207
9. Обезжиривание. ЛТ - Ш6
10.Обточка, обжим и калибровка фланца по диаметру; обрезка, контроль. ЛМОГ-107
11 .Фосфотирование. ЛФ - Ш
12. Лакирование ЛЛГ – 107
3.3 Определение усилий по операциям и выбор оборудования
1. Усилие вырубки кружка определяем по формуле
P =π*Dзаг* Tзаг* ![]() ср
ср
Где Dзаг – диаметр заготовки
Tзаг – толщина заготовки = 3,2 мм
![]() ср –
сопротивление срезу = 27…30 кг/мм2
ср –
сопротивление срезу = 27…30 кг/мм2
P= 3.14*17.7*3.2*28=49798Н
2 Определяем усилие свёртки колпака
P = π*Dо* Tзаг*![]() в*(Dзаг/Dо-1)*C
в*(Dзаг/Dо-1)*C
где Do - диаметр свёрточной матрицы, Do = 14,35
Тзаг = 3,2мм
- предел прочности, ов = З4...45кг/мм2 D3ar= 17,7мм С - коэффициент
![]() в- предел
прочности = 34…45 кг/мм2
в- предел
прочности = 34…45 кг/мм2
C – коэффициент
Если Tзаг/ Dзаг*100≥1 C= 1.0
3.2/17.7*100=18.08≥1 C=1
P= 3.14*14.35*3.2*37*(17.7/14.35-1)*1=10669H
3 Определяем усилие первой вытяжки
P1=π*D1*i*Qen
Где D1 - диаметр изделия после первой вытяжки
i= утонение стенок
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.