





















Аннотация
Расчётно-пояснительная записка к курсовому проекту по специальности 150410
«Производство изделий на автоматических роторных и роторно-конвейерных линиях»
/Студент гр. 451 2011. – Стр. 25; рис. 9; табл. 5;
библиогр. назв. 5.
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ, РАСКРОЙ ЛЕНТЫ, КИМ ЛЕНТЫ, ТЕХНОЛОГИЯ ОБРОБОТКИ, ВЫБОР ОБОРУДОВАНИЯ, СРЕДСТВА ОСНАЩЕНИЯ, ПРОЕКТИРОВАНИЯ ИНСТРУМЕНТА, ТЕХНОЛОГИЧЕСКОЕ НОРМИРОВАНИЕ ОПЕРАЦИЙ, ТЕХНИКА БЕЗОПАСНОСТИ.
В проекте рассмотрен и решён ряд задач технологического проектирования применительно к изготовлению детали “ручка”. С проектирован штам для изготовления данной детали. Выполнен анализ конструкции детали с целью выявления её технологичности. Выбран наиболее рациональный раскрой полосы, позволяющий сократить величину отходов. Для получения детали используем штамп совмещеного действия, который позволит получить данную деталь за один ход ползуна пресса, а также обеспечит высокую точность. Определины усилия на операцию. Рассчитаны нормы времени на выполнение операций. Рассмотрены вопросы техники безопасности при работе на прессах.
Содержание
Введение……………………………………………………………………….……..2
1 Теоретическая часть
1.1 Анализ детали…………………………………………………....……………....3
1.2 Характеристика материала детали…………………………...……………….3
2 Технологическая разработка
2.1 Раскрой полосы……………………………………………………..…….....…..4
2.2 Раскорй листа…………………………………………………………………….6
2.3 Определение нормы расхода материала листа…………………………...........8
2.4 Определение усилия на операцию и выбор оборудования…………………..10
2.5 Проектирование технологического процесса ………………………………......12
2.6 Техническое нормирование ……………………………………………..….....13
3 Конструкторская разработка
3.1 Выбор конструкции штампа и элементов его состовлябщих……………. ...14
3.2Определение центра давления…………………………………………….…...14
3.3 Определение основных размеров рабочего инструмента…………….....…. 15
3.4 Выбор материала для деталей штампа ……………………………………....19
3.5 Расчет на прочность деталей штампа …………………………………….….20
3.6Принцип работы штампа…………………………………………………….....21
4 Экологическая разработка
4.1Техника безопасности при работе на прессе и штампе…………………...… 22
Заключение…………………………………………………………………........... .24
Список использованой литературы…………………………………………….....25
Введение
Развитие машиностроения и металлообработки требует дальнейшего совершенствования технологических процессов и организации производства, повышение его эффективности и увеличения производства труда на базе автоматизации производственных процессов.
Холодная листовая штамповка является одним из наиболее прогрессивных технологических методов производства: она имеет ряд приимуществ перед другими видами обработки металлов, как в технологическом так и в экономическом отношении.
В технологическом отношении холодная штамповка позволяет:
1 получить детали весьма сложных форм, изготовление которых другими методами обработки невозможно или затруднительно;
2 создавать прочные и жёсткие, но лёгкие по массе конструкции деталей при небольшом расходе материала.;
3 получать взаимозаменяемые детали с достаточно высокой точностью размеров, преимущественно без последующей механической обработки.
В экономическом отношении холодная штамповка обладает следующими приеимуществами:
1 экономным использованием материала и сравнительно небольшими отходами;
2 весьма высокая производительность оборудования, с применением механизации и автоматизации производственных процессов;
3 массовым выпуском и низкой стоимостью изготовления деталей . [3]
1 Теоритическая часть
1.1 Анализ детали
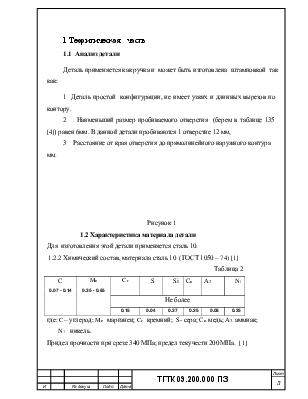
Деталь применяется как ручка и может быть изготовлена штамповкой так как:
1 Деталь простой конфигурации, не имеет узких и длинных вырезов по контору.
2 Наименьший размер пробиваемого отверстия (берем в таблице 135 [4]) равен 6мм. В данной детали пробиваются 1 отверстие 12 мм,
3 Расстояние от края отверстия до прямолинейного наружного контура мм.
Рисунок 1
1.2 Характеристика материала детали
Для изготовления этой детали применяется сталь 10.
1.2.2 Химический состав, материала сталь 10 (ГОСТ 1050 – 74) [1]
Таблица 2
|
C 0.07 - 0.14 |
Mn 0.35 - 0.65 |
Cr |
S |
Si |
Cu |
A3 |
N1 |
|
Не более |
|||||||
|
0.15 |
0.04 |
0.37 |
0.25 |
0.08 |
0.25 |
||
где: C – углерод; Mn – марганец; Cr – кремний; S- сера; Cu- медь; A3- аммиак;
N1 – никель.
Придел прочности при срезе 340 МПа; предел текучести 200 МПа. [1]
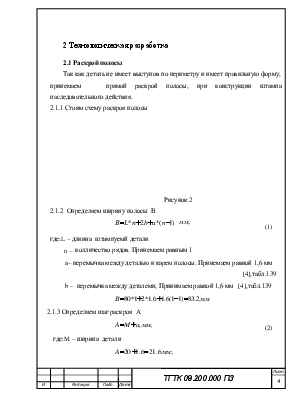
2 Технологическая разработка
2.1 Раскрой полосы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.