Проектирование компоновочной схемы и определение габаритов 33
5 Охрана труда и окружающей среды 35
5.1 Анализ вредных и опасных производственных факторов 36
5.2 Мероприятия по уменьшению и устранению действия вредных и опасных производственных факторов 37
5.3 Пожарная безопасность 46
5.4 Охрана окружающей среды 49
Введение
Развитие машиностроения и металлообработки предполагает дальнейшее и постоянное совершенствование технологических процессов и организации производства, повышение его эффективности труда на базе автоматизации производственных процессов. Автоматические роторные линии считаются, в общем, узкоспециализированным оборудованием , и тем не менее являются достаточно гибким объектом с довольно широким диапазоном их совершенствования с точки зрения расширения номенклатуры обрабатываемых на них заготовок и изделий, совершенствования технологических процессов, увеличение производительности и т. д.
Автоматическая роторная линия – это совокупность несколько автоматических, технологических и транспортных роторов, расположенных в технологической последовательности и связаны устройствами межлинейного транспортирования предметов обработки.
На базе роторных линий осуществляется комплексная автоматизация производственных процессов, включающих обработку деталей штамповкой и резанием, сборку, расфасовку, комплектацию, маркировку и упаковку. Для отдельных видов производств создания цехов – автоматов, оснащённых только автоматическими роторными линиями, даёт значительный экономический эффект. Наибольшее распространение автоматические роторные линии получили при автоматизации процессов обработки давлением небольших деталей цилиндрической формы.
Роторные и роторно-конвейерные линии применяют при механической обработке и сборе деталей и узлов приборов радиоэлектронной промышленности.
В роторных машинах и линиях транспортные и технологические функции совмещены во времени, а не прерываются как например на штамповке деталей на прессах или сборке клапанов аэрозольных упаковок.
Анализируя современное состояние комплексной автоматизации, можно отметить следующие направления в совершенствовании технологических роторных автоматов и автоматических линий.
1 Создание узкоспециализированных конструкций, когда роторный автомат предназначается для выполнения одной или нескольких операций обработки одного типа деталей массового производства.
2 Создание конструкций роторных автоматов средней универсальности в которых одним и тем же видом инструмента, например сверлами, можно обрабатывать однотипные детали. Для этого достаточно в конструкции зажимных приспособлений каждой позиции ротора предусмотреть сменные или универсальные элементы для крепления деталей.
3 Создание универсальных конструкций роторных автоматов, позволяющих путем смены инструментальных блоков обрабатывать разнотипные детали . Этот вариант применим для однотипных операций, так как конструкция ротора не предусматривает изменения вида движения исполнительных органов.
4 Создание роторно-конвейерных конструкций роторных автоматов с транспортно-передающими устройствами, представляющими цепь со спутниками, огибающую рабочую зону роторной машины. Такой вариант позволяет удобнее располагать роторы и полнее использовать рабочую зону машины.
5 Унификация конструктивных параметров, механизмов и устройств роторных машин и линий. В первую очередь это относится к шаговому расстоянию между позициями роторных и транспортных устройств.
6 Рациональная компоновка роторных машин и линий с целью увеличения зоны действия инструментальных блоков, что позволяет повысить производительность, а также сократить размеры автоматических машин и линий. Для обеспечения быстрой окупаемости каждый роторный автомат должен иметь производительность в 3—4 раза больше производительности одноинструментной машины (пресса, станка).
1 Технологический анализ чертежа детали
1.1 Анализ конструкции детали, требуемых точности и качества,технологических условий на деталь
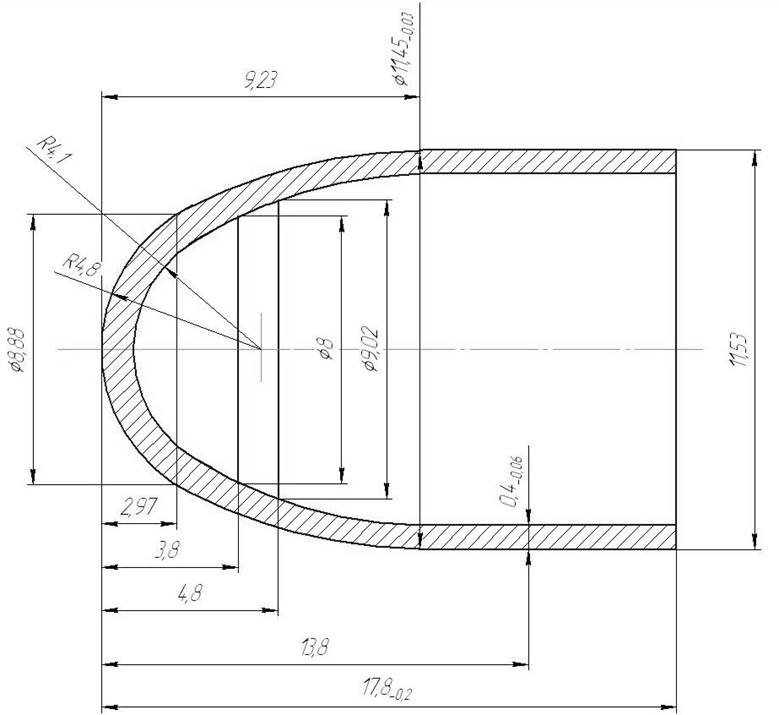
Рис. 1
Деталь – оболочка является составным элементом пули. Оболочка соединяет все элементы пули и придаёт ей определённую форму.
Характеристика материала.
Материал для производства оболочки пули служит латунь марки Л-90.
Биметалл ( сталь – томпак ) может быть получен путём:
1. Горячего покрытия;
2. Электролитического покрытия.
Покрытие стали томпаком предохраняет стальной слой от коррозии. Толщина слоя томпака берётся от 4 до 6 % толщины основного слоя стали.
Для покрытия стали используют томпак марки Л – 90 в котором содержание меди 81-91% и цинка 11-19%.
Требования предъявляемые к материалу:
1. Высокая пластичность, позволяющая врезанию пули в нарезы канала ствола;
2. Прочность оболочки при движении пули по каналу;
3. Антикоррозионные свойства;
4. Высокая температура плавления.
Механические свойства.
1. Относительное удлинение δ5 (δ4)= 29%;
2. Модуль упругости 21500 кг/мм2
Физические свойства.
1. Температура плавления 1400 °С;
2. Температура отжига 620-700 °С;
3. Удельный вес 7.9 г/см2.
Химические свойства.
1. δ ср – сопротивление срезу равное 28 кг/мм2 ; [4] табл. 221
2. δ в – предел прочности равный 32 кг/мм2; [4] табл. 221
3. ρ = 0.2 г/мм.
Таблица 1. Химический состав.
|
С |
Mn |
Al |
Cr |
Ni |
Si |
Cu |
S |
P |
S+P |
|
Не более |
|||||||||
|
< 0.11 |
0.35-0.90 |
- |
0.15 |
0.30 |
0.08 |
0.20 |
0.04 |
0.035 |
0.07 |
Основным материалом является сталь марки ст. 08Ю . [4] стр.235
1.2 Анализ технологичности конструкции детали
Технологичность – это совокупность свойств и конструктивных элементов, которые обеспечивают наиболее простое и экономичное изготовление деталей при соблюдении и эксплуатационных требований к ним.
Оболочка является технологичной деталью, т.к имеет не сложную конструкцию, форма детали не имеет резких переходов. Так же оболочка имеет пониженные требования к качеству и точности поверхности.
Так как деталь достаточно технологична, это позволяет быстро освоить
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.