7.2.5
В
основном меню нажать кнопку «Старт системы», после того как значок ►
окрасится
в зелёный цвет. Открыть диалоговое окно «Основные окна» (рисунок 7.2).
7.2.6 Для создания испытательных вертикальной и горизонтальной нагрузок:
• на пульте управления стендом нажать черную кнопку «Пуск» гидростанции;
• один за другим
установить тумблеры «Пресс» и «Распорные домкраты» на пульте
управления
стендом в положение «ДАВИТЬ»;
• по
достижении максимального значения испытательных нагрузок (130-135 атм для
вертикального нагружения и 160-165 атм для
горизонтального нагружения) переклю-
31
чить тумблеры «Пресс» и «Распорные домкраты» в положение «СТОП» и в окошках «Давление, атм / время,с» переместить курсоры от точки максимального давления вправо по оси времени на 1,0... 1,5 минуты (60... 90 секунд);
•
после
выдержки максимального значения испытательного давления тумблеры
«Пресс» и «Распорные
домкраты» установить в положение «УБРАТЬ» и сохранять
это положение тумблеров до полного возврата
штока и распорных домкратов в ис
ходное положение, после этого вернуть
тумблеры в положение «СТОП»;
•
остановить
акустико-эмиссионную систему кнопкой «Стоп» ■ основного меню после
того, как шток и домкраты отойдут от испытуемой детали,
•
после полного возврата
штока в исходное состояние на пульте управления стендом
нажать красную кнопку «Стоп» выключения
гидростанции.
7.2.7
Открыть
окно «Локация» и на объемном изображении детали оценить результат
контроля.
7.2.8
В
основном меню нажать кнопку «Файл», в подменю нажать кнопку «Печать про
токола».
На экране компьютера наблюдать протокол испытаний, вид которого приведен на
рис.
7.3. При необходимости
распечатать протокол на бумажном носителе - подключить принтер и
нажать кнопку «Печать» в окне «Печать
протокола».
7.2.9
Аккуратно
снять преобразователи ПАЭ и модули с поверхности боковой рамы, та
келажникам
снять деталь с нагружающего стенда.
7.3 Оценку результатов
контроля каждой контролируемой детали в реальном масштабе
времени
проводят при помощи выхода через основное меню в подменю «Локация» (объемная и
линейная),
при этом на экран монитора выводится изображение контролируемой детали, где
красным цветом выделяется
зона с зарегистрированным источником сигналов АЭ (дефектная
зона) (пример результатов контроля приведен
на рисунке 7.4).
7.4 После окончания
испытаний в основном окне программы войти в меню "Управле
ние"
и в подменю нажать кнопку "Стоп". Затем выйти из программы "A-Line" и завершить
ра
боту
стандартным выходом из компьютера путем нажатия на экране компьютера на
кнопки
«Пуск»,
а далее «Завершение работы», «Выключить компьютер».
7.5 Отсоединить кабели от компьютера и модулей АЭ, разместить кабели на катушках, снять и протереть преобразователи.
33
8 ОЦЕНКА И ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ АЭ КОНТРОЛЯ
8.1 Выходной информацией
при АЭ контроле боковых рам и надрессорных балок явля
ется
индикация на мониторе компьютера места обнаруженного дефекта на объемном
изображе
нии детали в виде прямоугольника красного цвета, как показано на рисунке 7.4.
8.2 В результате
использования специально разработанного программного обеспечения
комплекса
вывод о наличии дефекта в детали автоматически без участия
операторадефектоскописта регистрируется в окне «Объемная локация» и в протоколе
результатов кон
троля, вид
которого приведен на рисунке 7.3.
Для вывода протокола контроля на печать необходимо в основном меню нажать кнопку «Печать протокола».
8.3 При отсутствии
индикаций, соответствующих обнаруженному дефекту в детали, де
таль признается годной к дальнейшей эксплуатации по результатам АЭ контроля.
8.4 При продлении срока
службы литых деталей тележки, оказавшихся «годными» по
результатам
двух методов неразрушающего контроля (первый - штатный метод, а второй - акустико-эмиссионный),
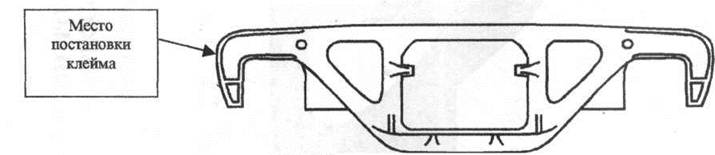
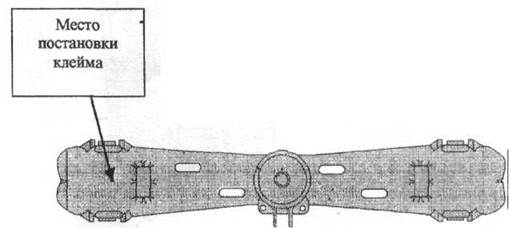
на поверхность детали ударным способом наносится клеймо Клейма
должны быть ясными и четкими,
высота цифр и букв клейма от 6 до 10 мм, глубина не менее
0,25 мм.

1 - три заглавные буквы ПСС (продление срока службы); 2 - условный № или код вагоноремонтного предприятия; 3 - месяц испытания (римские цифры); 4 - две последние цифры года испытания Рис.8.1 Образец клейма, которое наносится на годную деталь при продлении срока службы.
|
|
|
|
|
Рис.8.2 Места постановки клейм на боковой раме и надрессорной балке при продлении срока службы деталей |
8.5 Результаты АЭ контроля каждой детали сохраняются в памяти компьютера на жестком диске и при необходимости могут быть выведены на печать или могут быть переданы по электронной почте на предприятие-изготовитель акустико-эмиссионного комплекса для анализа.
ПРИЛОЖЕНИЕ А
(обязательное)
ЗОНЫ КОНТРОЛЯ И КРИТЕРИИ БРАКОВКИ БОКОВОЙ РАМЫ И НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖЕК 18-100(ЦНИИ-ХЗ)
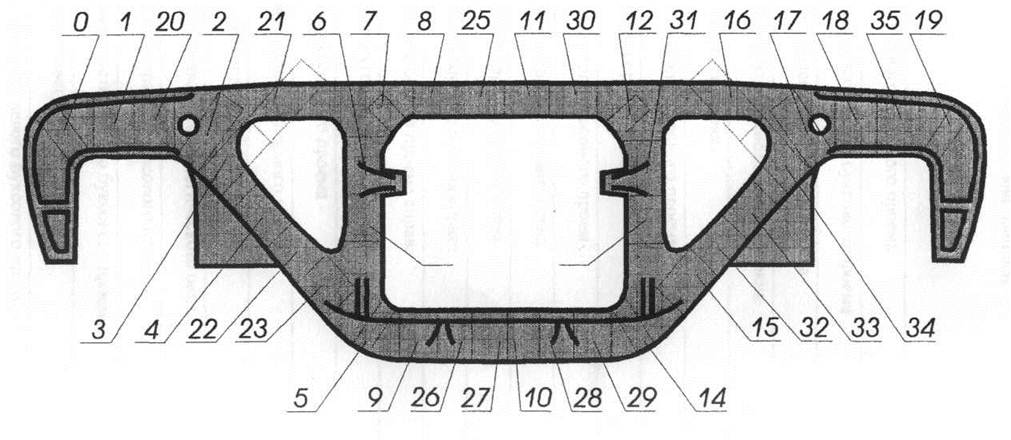
АЛ Зоны контроля боковой рамы приведены на рисунке АЛ
|
|
|
24 |
|
13 |
Рис. А.1 Зоныконтроля боковойрамытележки 18-100( ЦНИИ-ХЗ)
35
А.2 Критерии браковки боковой рамы тележки 18-100 приведены в таблице АЛ:
Таблица А. 1.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.