А — работа вагона за год, суток; L — пробег вагона за сутки, км; V — средняя величина износа по-верхности катания за 1 км пробега, мм.
Износ поверхности катания цельнокатаного колеса на 1 мм происходит у грузового вагона в среднем за 30 тыс. км пробега, или в среднем за год составляет 2,8мм. У пассажирского вагона поверхность катания изнашивается на 1 мм через 25 тыс. км.
Минимальная толщина обода после обточки должна быть не менее 25 мм при ремонте колесных пар без смены элементов. Допускается разность диаметров колес, овальность и эксцентричность не более0,5 мм. Расстояние между внутренними гранями колес после ремонта со сменой элементов должно быть в пределах 1440-2 без смены элементов— 1400 ± Змм. Разность расстояний между внутренними гранями колес в разных точках допускается до 2 мм. Минимальная и максимальная ширина обода цельнокатаного колеса допускается соответственно 126 (для новых колес 128) и 136 мм.
Форму профиля колес проверяют максимальным шаблоном (рис. 4). Допускаются отклонения очертаний колеса от профиля выреза шаблона по высоте гребня 1 мм, по поверхности катания и внутренней грани 0,5 мм.
Исследования показывают, что в процессе обточки 36—43% рабочей части обода колеса превращается в стружку. Поэтому для увеличения срока службы колес стремятся к уменьшению числа обточек и толщины срезаемого слоя металла.
При восстановлении нормально изношенного профиля колеса обточку ведут так, чтобы обязательно оставались небольшие черновины. Не разрешается обтачивать колеса с прокатом ниже установленных норм.
Отдельные дефекты на поверхности катания рекомендуется устранять без сплошной обточки. Например, местные отколы круговых наплывов следует ликвидировать восстановлением фасок, а навары зачищать наждачным кругом.
Установлено, что около 75% колесных пар, поступающих на обточку, имеют на поверхности катания участки повышенной твердости глубиной 2—2,5 мм, которые возникают в процессе торможения. Эти участки трудно поддаются обработке, поэтому приходится снимать с поверхности катания слой металла толщиной в среднем от 4,3 до 4,8 мм, углубляясь под твердый слой. Чтобы избежать этого, исследуется возможность снижения твердости таких участков предварительным индукционным нагревом поверхности катания токами высокой частоты с последующим отпуском. Нагрев одновременно двух колес производится за 5—6 мин.
Для увеличения срока службы колеса проводятся исследования по закалке токами высокой частоты верхнего слоя поверхности катания. Закаленная поверхность меньше подвергается износу.
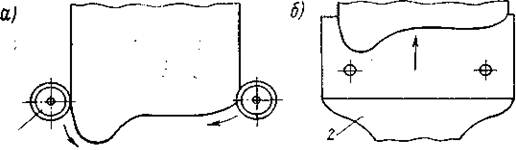
Применяются два способа обточки колес по профилю катания: обточка чашечным резцом 1 (рис. 5, а) по копиру, в результате которой нужный профиль получается автоматически; обточка широким фасонным резцом 2 (рис. 5, б), предварительно заточенным по форме профиля.
На отечественных вагоноремонтных заводах и в колесных мастерских обточка производится в основном на колесотокарных станках, оборудованных копирами. К ним относятся станки КЗТС моделей 1836А, 1А936, 936 Краматорского завода. Последние модели станков этого завода выпускаются с гидрокопировальными суппортами и гидравлическими зажимами. Применяются также колесотокарные станки польской фирмы «Рафамет» моделей 1ТСН/А и 1ТСН (ПНР), фирмы «Дойчланд» модели Д-105 (ГДР), фирмы «Хегекшайдт» (ФРГ) и др.
Некоторые станки оборудованы оптической системой, позволяющей наблюдать за процессом резания па фоне нормального профиля колесной пары. Таким образом можно визуально контролировать толщину снимаемой стружки.
Обработка шеек осуществляется на специальных шеечно-накатных станках и является заключительной операцией механической обработки колесной пары. Обычно используются станки моделей МК-177 и МК-177-С1 завода «Красный пролетарий», КЗТС модели 1835, «Рафамет» моделей ТВУ, ХАС-112 и ХАД-112.
При обработке шеек под подшипники скольжения устраняют задиры, риски, забоины, вмятины, продольные трещины и плены, глубокую коррозию, большие волосовины на шейках и предподступичных частях, а также обтачивают галтели. При обточке галтелей важно сохранить плавность в местах перехода диаметров, где возникает наибольшая концентрация напряжений, а также устранить риски и шероховатости, способствующие увеличению этих напряжений. После обточки размеры шеек должны быть в установленных пределах, овальность и конусность допускается не более 0,2 мм, волнистость — не более 0,02 мм.
Шейки и предподступичные части осей под роликовые подшипники не обтачивают, а зачищают шлифовальной шкуркой. Допускается оставлять мелкие поперечные и продольные риски, небольшие задиры от проворачивания втулки переднего подшипника, отдельные вырывы
Рис. 5. Схемы способов обточки колес по профилю катания
|
|
металла, тупые забоины. На галтелях не должно быть никаких повреждений. Острые риски, выступающие края забоин и вырывов опиливают заподлицо бархатным напильником и шлифуют шкуркой. При невозможности устранить дефекты таким способом шейки перетачивают до градационных ремонтных размеров по 5-му классу шероховатости (ГОСТ 2789—73).
Конусность и овальность шейки не должны превышать 0,03 мм при втулочной посадке и 0,02 мм — при горячей.
После обработки поверхностей шеек резцом производят упрочняющее накатывание роликами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.