5.7 Ремонт деталей карданного вала привода генератора ЕЮК160-1М, ВБА 32/2
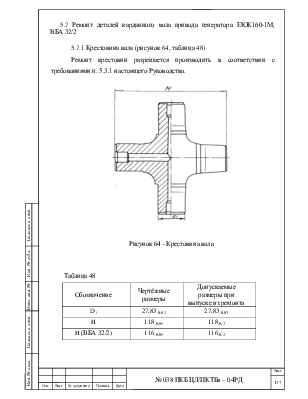
5.7.1 Крестовина вала (рисунок 64, таблица 48)
Ремонт крестовин разрешается производить в соответствии с требованиями п. 5.3.1 настоящего Руководства.
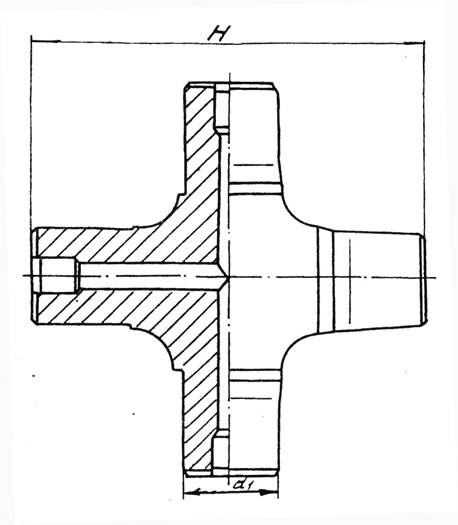
Рисунок 64 - Крестовина вала
Таблица 48
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
D1 |
27,83-0,02 |
27,83-0,03 |
|
H |
118-0,05 |
118-0,2 |
|
H (ВБА 32/2) |
116-0,05 |
116-0,2 |
5.7.2 Вилка с фланцем (рисунок 65, таблица 49):
а) наличие трещин, проходящих через посадочные отверстия, не допускается;
б) посадочные размеры d1, d2 и В разрешается оставлять без исправления при их износе в пределах допусков, указанных в таблице 49.
Примечание - При увеличенном износе вилки с фланцем по размерам d1 и d2 разрешается их восстанавливать методом электролитического железнения или металлизацией;
в) диаметр d1 должен обеспечивать посадку вкладыша игольчатого подшипника с натягом от 0,001 мм до 0,037 мм;
г) при наличии раковин, гранности, вмятин или задиров по размеру d1, а также овальности и конусности свыше 0,013 мм разрешается устранять перечисленные дефекты расшлифовкой отверстия в пределах допускаемых размеров;
д) разрешается заварка трещин, не проходящих через посадочные места.
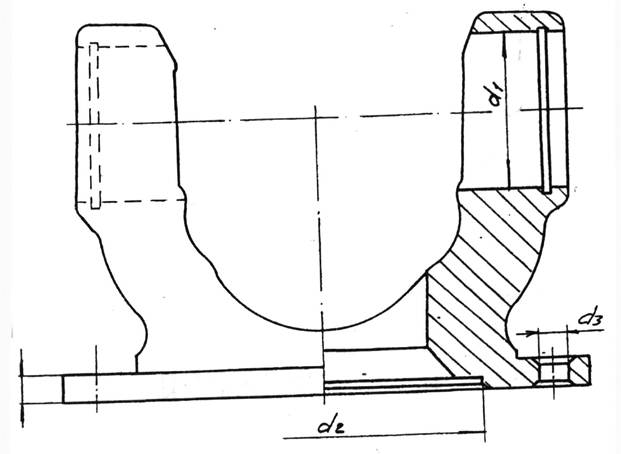
Рисунок 65 - Вилка с фланцем
Таблица 49
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
d1 |
45+0,025 |
45+0,030 |
|
d2 |
90+0,035 |
90+0,050 |
|
B |
8-0,2 |
8-0,5 |
|
d3 |
10+0,2 |
10+0,35 |
5.7.3 Вилка со шлицами (рисунок 66, таблица 50):
а) вилку подвергают магнитной дефектоскопии, при наличии трещин ее бракуют в соответствии с РД 32.159-2000;
б) посадочные места под вкладыши игольчатого подшипника разрешается оставлять без исправления при их разработке в пределах допусков, указанных в таблице 50;
- при увеличенном износе разрешается восстанавливать указанный размер d1 вибродуговой наплавкой под слоем флюса АН-348-А легированной проволокой, однородной по химическому составу ремонтируемой детали, с последующей нормализацией и механической обработкой до чертежных размеров;
- диаметр d1 должен обеспечивать посадку вкладыша игольчатого подшипника с натягом от 0,001 мм до 0,037 мм;
- при наличии раковин, гранности, вмятин или задиров по размеру d1, a также овальности и конусности свыше 0,013 мм разрешается устранять перечисленные дефекты расшлифовкой отверстия в пределах допускаемых размеров и подбором при монтаже подшипников с соответствующим размером по диаметру посадки;
в) износ шлицев по диаметру d2 допускается не более 0,02 мм от чертежного размера; износ шлицев по толщине, измеренной по хорде делительной окружности, допускается не более 0,1 мм от чертежного размера;
г) при увеличенном износе хвостовика вала по d2 его разрешается восстанавливать вибродуговой наплавкой электродом одинакового химического состава со свариваемой деталью; после сварки деталь подвергают нормализации и механической обработке до чертежных размеров.
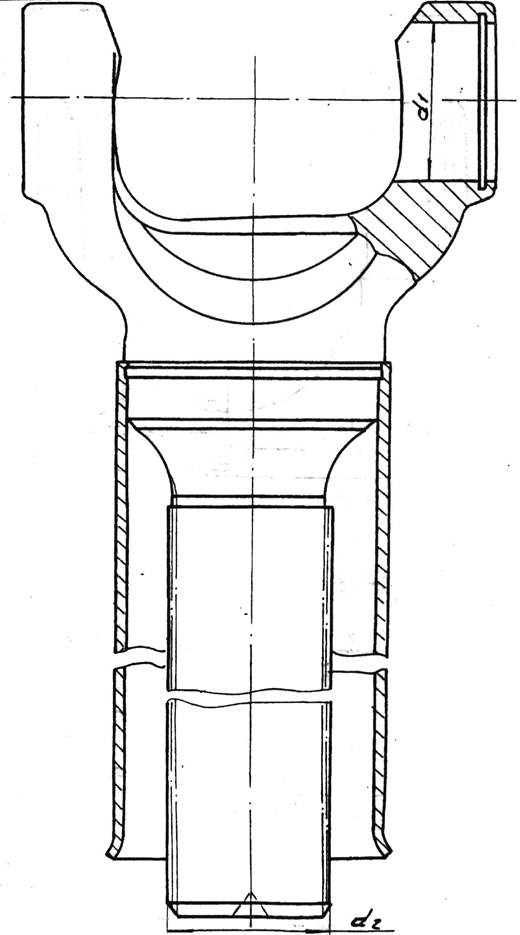
Рисунок 66 - Вилка со шлицем
Примечания
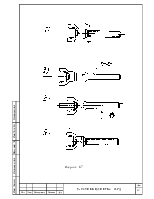
1 Разрешается, как вариант, производить ремонт шлицевой вилки карданного вала с изношенной шлицевой частью путем его отрезки по линии А-А (рисунок 67), сверления отверстия в торце оставшейся части, изготовления заготовки шлицевой части с допуском на обработку с обработанным концом под посадку в отверстие вилки с последующей заваркой и механической обработкой шлицев;
2 разрешается изготавливать шлицевую часть отдельно обработанной до чертежных размеров, а затем приваривать к вилке, как указано выше в п. 1 настоящих примечаний.
д) перед восстановлением шлицев шлицевого вала необходимо снять кожух, для чего шов срезают сваркой или вырубают; после восстановления шлицев кожух ставят на старое место и приваривают электродом Э42 или Э42А по ГОСТ 9467-75.
Таблица 50
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
d1 |
45+0,025 |
45+0,035 |
|
d2 |
48 |
48 |
е) при проверке в центрах биение вала допускается не более 0,2 мм;
- радиальный зазор между кожухом и шлицевой частью вала должен быть не менее 3 мм;
- разрешается править вал без повреждения сварных швов;
- прогиб трубы допускается не более 0,5 мм;
ж) поврежденные сварные швы восстанавливают с предварительным удалением сварных швов вырубкой и последующей заваркой электродами Э42 или Э42А ГОСТ 9467-75;
з) при изгибе трубы не более 0,5 мм разрешается править поводок шлицевого вала без повреждения сварных швов и деталей; биение поводка шлицевого допускается не более 0,2 мм.
Рисунок - 67
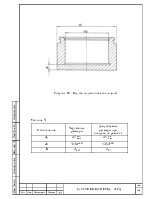
5.7.4 Втулка подшипника (вкладыш) (рисунок 68, таблица 51):
а) при наличии трещин, раковин, вмятин, гранности, выкрашивания или задиров на дорожке качения по размеру d2 свыше 0,1 мм вкладыш бракуют;
б) посадочные и рабочие поверхности вкладыша игольчатого подшипника разрешается оставлять без исправления в пределах допусков, указанных в таблице 51; диаметр посадочной поверхности должен обеспечивать натяг в сопряжении с вилкой фланцевой, вилкой со шлицами и поводком цапфы от 0,001 мм до 0,037 мм;
в) диаметр дорожки качения d2 должен быть равен чертежному размеру;
г) овальность и конусность допускаются не более 0,005 мм;
д) задиры, коррозия, риски на посадочных поверхностях вкладышей подшипника должны быть зачищены;
е) производить сварочные работы на вкладышах подшипника запрещено.
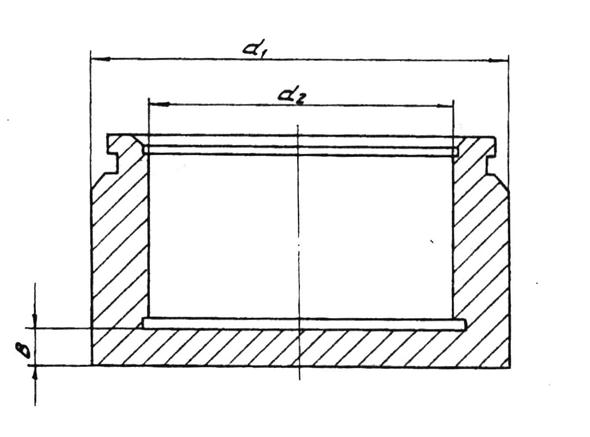
Рисунок 68 - Втулка подшипника (вкладыш)
Таблица 51
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
d1 |
45 |
45 |
|
d2 |
32,84+0,02 |
32,84+0,03 |
|
B |
4-0,05 |
4-0,5 |
5.7.5 Поводок цапфы (рисунок 69, таблица 52):
а) перед ремонтом поводок цапфы подлежит магнитному контролю в соответствии с РД 32.159-2000; при наличии трещин поводок цапфы бракуют;
б) посадочные места под вкладыш игольчатого подшипника разрешается оставлять без исправления при их разработке в пределах допусков, указанных в таблице 52;
- при увеличенном износе разрешается восстанавливать указанный размер d1 методом электролитического осталивания, металлизацией или вибродуговой наплавкой (п. 5.3.2 д);
- овальность и конусность по размеру d1 допускается не более 0,013 мм;
- диаметр d1 посадочной поверхности должен обеспечивать посадку вкладыша игольчатого подшипника с натягом от 0,001 мм до 0,037 мм;
- при наличии раковин, вмятин, гранности или задиров по размеру d1, a также овальности и конусности свыше 0,018 мм разрешается исправлять перечисленные дефекты расшлифовкой отверстия в пределах допускаемых размеров;
в) износ шлицев по диаметру d2 допускается не более 0,02 мм от чертежного размера; износ шлицев по толщине, измеренной по хорде делительной окружности, допускается не более 0,1 мм от чертежного размера;
г) размер d2 разрешается оставлять без исправления в пределах допусков, указанных в таблице 52; при предельном износе разрешается замена изношенной шлицевой части поводка цапфы приваркой шлицевой части поводка цапфы в соответствии с технологическим процессом Рр 11768 ПКТБ по вагонам;
д) поврежденные сварные швы восстанавливают с предварительным удалением старых швов вырубкой и последующей заваркой электродами Э42 или Э42А ГОСТ 9467-75;
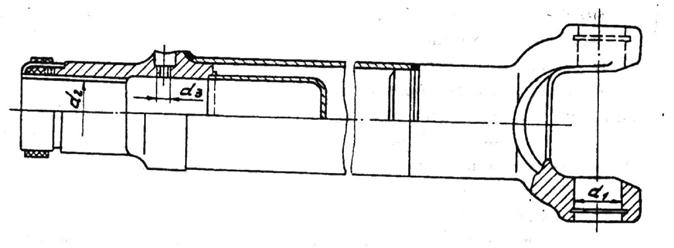
Рисунок 69 - Поводок цапфы
Таблица 52
|
Обозначение |
Чертёжные размеры |
Допускаемые размеры при выпуске из ремонта |
|
d1 |
45+0,025 |
45+0,035 |
|
d2 |
48+0,03 |
48+0,05 |
|
d3 |
М8×1 7Н |
М8×1 7Н |
е) при изгибе трубы до 0,2 мм поводок цапфы разрешается оставлять без исправления, при изгибе от 0,2 мм до 0,5 мм поводок цапфы правят без повреждения сварных швов и других деталей; биение поводка цапфы допускается не более 0,2 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.