Погрешность базирования при базировании в трехкулачковом патроне равна 0 [27, с.160, табл. 74]
Расчет межоперационных припусков и операционных размеров с допусками сводим в таблицу 2.5
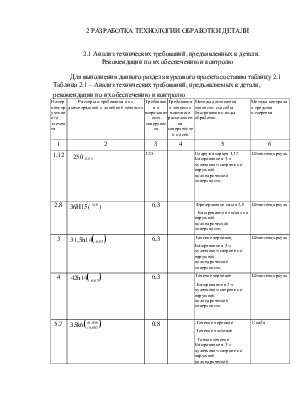
Таблица 2.5 – Аналитический расчёт припусков
|
Переходы
механической обработки поверхности Ø40k6( |
Элементы припуска, мм |
Расчётный припуск Zmin, мм |
Расчётный размер dp, мм |
Допуск δ, мм |
Предельный размер, мм |
Предельные значения припусков, мм |
|||||
|
Rz |
T |
ρ |
εу, |
dmin |
dmax |
Zminnp |
Zmaxnp |
||||
|
Заготовка |
0,15 |
0,25 |
0,252 |
- |
- |
36,4592 |
1,4 |
36,4 |
37,8 |
- |
- |
|
Точение черновое |
0,05 |
0,05 |
0,0151 |
0,38 |
1,304 |
35,1552 |
0,25 |
35,15 |
35,4 |
1,25 |
2,4 |
|
Точение чистовое |
0,03 |
0,03 |
0,01 |
0,38 |
0,0132 |
35,142 |
0,062 |
35,142 |
35,204 |
0,008 |
0,196 |
|
Тонкое точение |
0,025 |
0,025 |
0,005 |
0,38 |
0,14 |
35,002 |
0,016 |
35,002 |
35,018 |
0,14 |
0,186 |
|
Итого |
- |
- |
- |
- |
- |
- |
- |
- |
1,398 |
2,782 |
|
Суммарное пространственное отклонение заготовки ![]() ,
мкм
,
мкм
![]() ,
,
Остаточное пространственное отклонение после точения чернового
![]()
Остаточное пространственное отклонение после точения чистового
![]()
Остаточное пространственное отклонение после алмазного точения
![]()
Расчёт минимальных значений припусков ![]() ,
мкм, производим по формуле
,
мкм, производим по формуле
![]() , где
, где ![]() -
высота неровностей профиля на предшествующем переходе;
-
высота неровностей профиля на предшествующем переходе;
![]() - толщина дефектного поверхностного слоя на
предшествующем переходе;
- толщина дефектного поверхностного слоя на
предшествующем переходе;
![]() - суммарные отклонения расположения поверхности;
- суммарные отклонения расположения поверхности;
![]() - погрешность установки заготовки на выполняемом
переходе.
- погрешность установки заготовки на выполняемом
переходе.
Минимальный припуск под точение черновое
![]()
Минимальный припуск под точение чистовое
![]()
Минимальный припуск под алмазное точение
![]()
Расчётный размер dр заполняется, начиная с конечного (чертёжного) размера путём последовательного прибавления расчётного минимального припуска на каждом технологическом переходе.
Расчетный размер dр,мм алмазное точение ![]()
точение чистовое ![]()
точение черновое ![]()
заготовки ![]()
Наименьший предельный размер Dmin, мм, получается по расчётным размерам, округлённым до точности допуска соответствующего перехода.
Наибольшие предельные размеры Dmax, мм, вычисляют прибавлением допуска к округленному наименьшему предельному размеру.
Наибольший предельный размер Dmax, мм
для заготовки ![]()
под точение черновое ![]()
под точение чистовое ![]()
под алмазное точение ![]()
Предельные значения припусков ![]() определяют
как разность наибольших предельных размеров, а
определяют
как разность наибольших предельных размеров, а ![]() -
как разность наименьших предельных размеров на предшествующем и выполняемом переходах.
-
как разность наименьших предельных размеров на предшествующем и выполняемом переходах.
Предельные значения припусков 2Zminnp и 2Zmaxnp под точение черновое
![]()
![]()
Предельные значения припусков 2Zminnp и 2Zmaxnp под точение чистовое
![]()
![]()
Предельные значения припусков 2Zminnp и 2Zmaxnp под алмазное точение
![]()
![]()
Общие припуски ![]() и
и
![]() определяем,
суммируя промежуточные припуски
определяем,
суммируя промежуточные припуски
![]()
![]()
Проверяем правильность выполнения расчетов
![]() ;
; ![]()
![]() ;
; ![]()
![]()
![]()
Анализируя результаты проверки можно сделать вывод о том что расчёты выполнены верно.
На основании данных расчета строим схему графического
расположения припусков и допусков на обработку поверхности Ø35k6(![]() ) (см. рисунок 2.1).
) (см. рисунок 2.1).
Рассчитаем массу спроектированной заготовки:
Масса спроектированной заготовки определяется по формуле
mз=![]() ,
кг где
,
кг где ![]() -
объём спроектированной заготовки;
-
объём спроектированной заготовки;
ρ - плотность материала заготовки, кг/см3;
![]() =
V1
+ V2
+ … + Vп
, см3
=
V1
+ V2
+ … + Vп
, см3
где n – множество объёмов заготовки.
![]()
mз=346185*0,0000078=2,7кг
Рассчитываем коэффициент использования заготовки Кз и пересчитываем коэффициент использования материала КИМ.
 , где Н.расх – норма расхода материала, кг
, где Н.расх – норма расхода материала, кг
Норму расхода материала можно рассчитать по формуле:
Н.расх=тЗ+тОТХ.З., кг где тОТХ..З. - масса отходов при производстве заготовки.
Для заготовок в виде проката тОТХ..З. состоит из ширины пропила или отрезки.
![]()
Н.расх=2,7+ 0,064 =2,764 кг
.
Деталь по коэффициенту использования материала не технологична. КИМ базового варианта технологического процесса выше КИМ проектного технологического процесса, поэтому для дальнейших расчётов принимаем заготовку базового варианта.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса
Данный раздел курсового проекта предлагаю вести в табличной форме (таблица 2.6)
Таблица 2.6 - Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса
|
Номер и наименование операции |
Модель станка |
Переходы, выполняемые на операции |
|
1 |
2 |
3 |
|
Базовый вариант технологического процесса |
||
|
060 Фрезерно-центровальная |
2Г942.08 |
Фрезеровать торцы 1, 13 одновременно Центровать торцы 1, 13 одновременно |
|
080 Токарная с ЧПУ |
ВСТ-625-15-CNC |
Точить поверхность 14 до Ø30h11 Точить фаску 15 Точить поверхность 3 до Ø31,5h14 с образованием радиуса R3min |
|
090 Токарная с ЧПУ |
ВСТ-625-15-CNC |
Точить поверхность 4 до Ø42h14 Точить поверхность 5,7 до Ø35,5h11 Точить поверхность 6 до Ø34,5h14 Точить фаску 9 Точить поверхность 13 до Ø30.5h11 Точить поверхность 10 до Ø20h11 с образованием радиуса R2±0,2 Точить фаску 11 Нарезать резьбу 10 М20-6g |
|
110 Круглошлифовальная |
3Б151 |
Шлифовать поверхность 13 |
|
120 Шпоночно-фрезерная |
692Р |
Фрезеровать шпоночный паз 2 |
|
130 Шпоночно-фрезерная |
692Р |
Фрезеровать шпоночный паз 8 |
|
150 Вертикально-сверлильная |
2Н125 |
Сверлить отверстие 16 предварительно до Ø9,5Н14 Зенкеровать отверстие 16 |
|
170-250 |
Термообработка |
|
|
250 Круглошлифовальная |
3Б151 |
Шлифовать поверхность 5 |
|
260 Круглошлифовальная |
3Б151 |
Шлифовать поверхность 7 |
|
270 Контроль |
Стол ОТК |
|
Окончание таблицы 2.6
|
1 |
2 |
3 |
|
Проектный вариант технологического процесса |
||
|
010 |
ТС600 |
Подрезать торец 1 Точить поверхность 14 до Ø30f7 Точить фаску 15 Точить поверхность 3 до Ø31,5h14 с образованием радиуса R3min Фрезеровать шпоночный паз 2 Переустановить деталь Подрезать торец 13 Точить поверхность 4 до Ø42h14 Точить поверхность 5,7 до Ø35k6 Точить поверхность 6 до Ø34,5h14 Точить фаску 9 Точить поверхность 13 до Ø30f7 Точить поверхность 10 до Ø20h11 с образованием радиуса R2±0,2 Точить фаску 11 Нарезать резьбу 10 М20-6g Фрезеровать шпоночный паз 8 |
|
020 Вертикально-сверлильная |
2Н125 |
Сверлить отверстие 16 предварительно до Ø9,5Н14 Зенкеровать отверстие 16 |
|
030 |
Термообработка (Ионно-плазменное азотирование) |
|
|
040 Контроль |
Стол ОТК |
|
Из таблицы 2.6 видно, что в проектном варианте технологического процесса произошло объединение операций 060,080,090,100,110,120,130,250,260 в операцию 020 Токарная с ЧПУ. Операцию 010 предлагаю выполнять на токарном станке с ЧПУ ТС600.Кроме того для сокращения времени обработки на данной операции
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.