3 ПРОЕКТИРОВАНИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ СТАНКА С ЧПУ
При разработке технологического процесса на операции 030 Комплексной на обрабатывающем центре с ЧПУ целесообразно использовать специальное фрезерное приспособление с ручным зажимом двойного действия. Приспособление предназначено для базирования и закрепления заготовок при фрезеровании и растачивании в детали Корпус КИС 0614101Б на станке модели Mazak.
В приспособлении устанавливается одновременно две заготовки поверхностью 1 на плиту позиция 5. Заготовки базируются на установочные пальцы позиция 15, которые входят в отверстия, имеющие овальную форму.
Для закрепления заготовки необходимо зажимать винт позиция 11, который упирается в опору позиция 4 и поднимает одну сторону рычага позиция 6. Рычаг имеет возможность передвигаться в продольном направлении за счет паза, в котором находится болт позиция 9 выполняющий роль опоры рычага. Втулка позиция 3 закреплена в корпусе позиция 1 приспособления болтами позиция 15. продольное перемещение рычага облегчает установку и снятие деталей. Рычаг прижимает заготовку опорами позиция 13, которые имеют сферическую головку.
Усилие, развиваемое зажимным винтом 11, передается через рычаг позиция 6 на заготовку. Рычаг позиция 6 имеет равные по длине плечи, поэтому передаточное отношение равно 1. Установочная плита устанавливаются в корпусе позиция 1 с помощью штифтов позиция 18 и закрепляются винтами позиция 10.
Заготовки закрепляются в приспособлении ручным винтовым зажимом.
Отжим заготовки осуществляется при вращении винта позиция 11 и перемещении рычага позиция 6 от детали до упора.
Для точной установки приспособления на столе станка в нижней части корпуса приспособления запрессована центральная шпонка позиция 7 и палец позиция 14. Приспособление закрепляется на станке болтами позиция 8 через четыре проушины.
Пункт выполняется в виде таблицы 3.1. Выбор погрешности закрепления выполнен по [Антонюк, с 153…162]
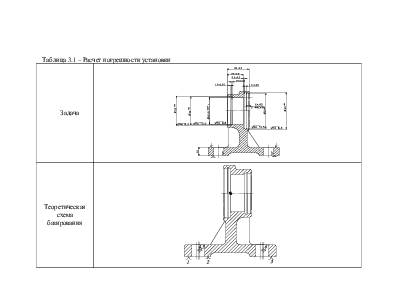
Теоретическая схема базирования выполнена по ГОСТ 21495-76.
Таблица 3.1 – Расчет погрешности установки
|
Задача |
|
|
Теоретическая схема базирования |
|
Окончание таблицы 3.1
|
Анализируемый размер |
Eб мм |
Eз мм |
Eу мм |
Т мм |
Вывод о возможности достижения заданной точности |
|
Ø50; Ø53; Ø47; Ø62; Ø65 |
0 |
Не оказывает влияния, так как действует в перпендикулярном направлении |
0 |
Размер обеспечивается УП или инструментом |
|
|
26 |
0 |
0 |
0.3 |
ξб = 0, т.к. совпадают технологическая и измерительная базы |
|
|
2.5 |
0 |
0 |
0.4 |
||
|
18.9 |
0.4 |
0.4 |
0.5 |
||
|
35 |
0.3 |
0.3 |
0.5 |
||
|
80 |
0 |
0,09 |
0,09 |
1,0 |
Размер обеспечивается УП |
Рисунок 3.1 Схема действия сил резания
Исходя из схемы действия сил (смотри рисунок 3.1), определяется сила зажима W заготовки. При этом усилие зажима определяется по формуле:
 , H (3.1)
, H (3.1)
где Ph – сила резания; Н
L – длина заготовки до места воздействия силы резания,
L=115 мм.
f – коэффициент трения с установочными элементами
f = 0,2
l – длина заготовки до места приложения силы прижима,
l=15 мм.
К – коэффициент запаса, К = К0 · К1 · К2 · К3 · К4 · К5 · К6 ; (3.2)
К0 = 1,5 – гарантированный коэффициент запаса для всех случаев;
К1 = 1,0 – для чистовой поверхности заготовки;
К2 = 1,2 – для фрезерования и зенкерования фрезой из твердого сплава;
К3 = 1,2 – при фрезеровании;
К4 = 1,3 – при использовании ручного зажима;
К5 = 1,0 – при удобном расположении и малом угле поворота рукоятки;
К6 = 1,0 – при установке заготовки на элементы с небольшой поверхностью контакта.
Тогда коэффициент запаса:
К = 1,5 · 1,0 · 1,2 · 1,2 · 1,3 · 1,0 · 1,0 = 2,,7
Согласно приведенной схеме, зажимное устройство предотвращает проворачивание заготовки от действия крутящего момента :
Определяем величину силы резания Pz при фрезеровании паза [15, с. 281–292]:
 , Н (3.3)
, Н (3.3)
где t – глубина резания, мм (смотри техпроцесс); t = 1 мм;
Sz – подача на один зуб фрезы [15], Sz = 0,3 мм/зуб;
B – ширина фрезерования, мм (смотри техпроцесс), B = 15 мм;
z – число зубьев фрезы, z = 8;
D – диаметр фрезы, мм , D = 125 мм;
n – частота вращения, мин-1 (смотри техпроцесс); n =260 мин-1
Из таблицы 41 [СТМ] выбираем значение коэффициентов и показателей степеней:
Cp = 54,5
x = 0,9
y = 0,74
u = 1,0
q = 1,0
w = 0
Kмp = 1,0
Тогда сила резания равна:

При этом горизонтальная сила резания равна:
Ph =Pz×0,5 = 214×0,5=107 Н (3.4)
Отсюда
 H
H
Закрепление заготовок в приспособлении осуществляется затяжкой винта. При этом рабочий создает момент на гаечном ключе
Определяем номинальный (наружный) диаметр резьбы винта d по формуле:
 , мм (3.5)
, мм (3.5)
где с – коэффициент; для основной метрической резьбы с = 1,4;
W – потребная сила зажима (сила затяжки болта), Н;
[σ] – допускаемое напряжение растяжения (сжатия); для винтов из стали 45 с учетом износа резьбы можно принимать [σ] = 50 МПа
 мм
мм
По конструктивным соображениям полученное значение округлено и принято стандартное значение резьбы М20.
Для выбора длины рукоятки ключа (или радиуса штурвала) может быть использована зависимость:
L=14D
Тогда максимальная длина рукоятки:
L=14x20=280мм
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.