Доклад
К защите представляется дипломный проект на тему: Проект участка механического цеха для изготовления деталей
типа “ Фланец ” с применением станков с ЧПУ. Деталь-представитель:
Фланец 35180020-41154
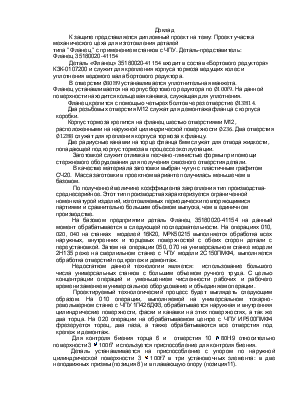
Деталь «Фланец» 35180020-41154 входит в состав «Бортового редуктора» КЗК-0107200 и служит для крепления корпуса тормоза ведущих колес и уплотнения ведомого вала бортового редуктора.
В отверстии![]() устанавливается
уплотнительная манжета. Фланец устанавливается на
корпус бортового редуктора по
устанавливается
уплотнительная манжета. Фланец устанавливается на
корпус бортового редуктора по ![]() . На данной
поверхности находится кольцевая канавка, служащая для уплотнения.
. На данной
поверхности находится кольцевая канавка, служащая для уплотнения.
Фланец крепится с
помощью четырех болтов через отверстие ![]() .
.
Два резьбовых отверстия М12 служат для демонтажа фланца с корпуса коробки.
Корпус тормоза крепится
на фланец шестью отверстиями М12, расположенными на наружной цилиндрической
поверхности ![]() . Два отверстия
. Два отверстия
![]() служат для
крепления корпуса тормоза к фланцу.
служат для
крепления корпуса тормоза к фланцу.
Две радиусные канавки на торце фланца 6мм служат для отвода жидкости, попадающей под корпус тормоза в процессе эксплуотации.
Заготовкой служит отливка в песчано-глинистые формы при помощи стержневого оборудования для получения сквозного отверстия детали.
В качестве материала заготовки выбран чугун с пластичным графитом СЧ20. Масса заготовки в проектном варианте получилась меньше чем в базовом.
По полученной величине коэффициента закрепления тип производства- среднесерийное. Этот тип производства характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями и сравнительно большим объемом выпуска, чем в единичном производстве.
На базовом предприятии деталь Фланец 35180020-41154 на данный момент обрабатывается в следующей последовательности. На операциях 010, 020, 040 на станках моделей 16К20, МРК50215 выполняется обработка всех наружных, внутренних и торцевых поверхностей с обеих сторон детали с переустановкой. Затем на операции 050, 070 на универсальном станке модели 2Н135 реже на сверлильном станке с ЧПУ модели 2С150ПМФ4, выполняется обработка отверстий под крепеж и демонтаж.
Недостатком данной технологии является: использование большого числа универсальных станков с большим объемом ручного труда. С целью концентрации операций и уменьшением численности рабочих и рабочего времени заменяем универсальное оборудование и объединяем операции.
Проектируемый технологический процесс будет выглядеть следующим образом. На 010 операции, выполняемой на универсальном токарно-револьверном станке с ЧПУ 1П426ДФ3, обрабатывается наружная и внутренняя цилиндрические поверхности, фаски и канавки на этих поверхностях, а так же два торца. На 020 операции на обрабатываемом центре с ЧПУ ИР500ПМФ4 фрезеруется торец, два паза, а также обрабатываются все отверстия под крепеж и демонтаж.
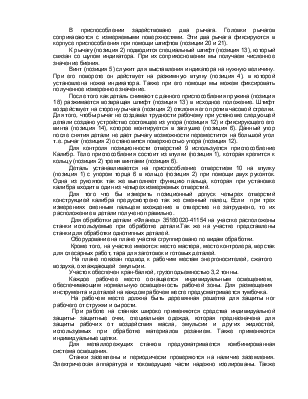
Для контроля биения торца 6 и отверстия
10 ![]() 80H9 относительно поверхности 3
80H9 относительно поверхности 3 ![]() 100f7 используется приспособление для контроля биения.
100f7 используется приспособление для контроля биения.
Деталь устанавливается на приспособление
с упором по наружной цилиндрической поверхности 3 ![]() 100f7 в три установочных элемента: в две неподвижных призмы
(позиция 8) и в плавающую опору (позиция11).
100f7 в три установочных элемента: в две неподвижных призмы
(позиция 8) и в плавающую опору (позиция11).
В приспособлении задействовано два рычага. Головки рычагов соприкасаются с измеряемыми поверхностями. Эти два рычага фиксируются в корпусе приспособления при помощи штифтов (позиции 20 и 21).
К рычагу (позиция 2) подводится специальный штифт (позиция 13), который связан со щупом индикатора. При их соприкосновении мы получаем численное значение биения.
Винт (позиция 5) служит для выставления индикатора на нужную величину. При его повороте он действует на разжимную втулку (позиция 4), в которой установлена ножка индикатора. Также при его помощи мы можем фиксировать полученное измеренное значение.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.