Данный процесс длится около 4 часов.
Данный процесс контролируется при помощи пневматического переключателя (4) в смазочном насосе:
· Если пневматический переключатель (4) через 20 с. не срабатывает, тогда появляется сигнал тревоги «смазочное вещество пневматического выключателя отсутствует».
· При снижении уровня масла ниже отметки «Мин.» срабатывает поплавковый переключатель (3), появляется сигнал тревоги «смазочное вещество поплавкового выключателя отсутствует».
1…Смазочный насос
2…Масляный бак с отметками «мин.-»/ «макс.-»
3…Поплавковый переключатель
4….Пневматический выключатель
5…Заправочное отверстие
6…Точки смазывания (шариковые гайки)
7…Дозирующие элементы
В обоих случаях текущая программа ЧПУ выполняется дальше еще в течение ок. 150с, хотя все же возможен перезапуск.
По прошествии данного времени программа останавливается, и появляется сообщение тревоги «Контроль смазки».
Проверьте уровень масла смазочного насоса или насос и смазочные линии на возможные повреждения.
Устройство подачи охлаждающего вещества
![]() Устройство подачи охлаждающей жидкости состоит из следующих
компонентов:
Устройство подачи охлаждающей жидкости состоит из следующих
компонентов:
· Стандартный насос с 2 форсунками на шпиндельной бабке
· Насос высокого давления для подачи охлаждающего вещества через фрезерный шпиндель и инструмент, и увеличенный бак для охлаждающей жидкости (вкл. цилиндрический фильтр).
· Продувочный пистолет
· Устройство ленточного фильтра
· Промывка рабочей зоны с дополнительным насосом
Технические данные
Заправочный объем
Стандартный бак……………………....160л
Бак для охлаждающей жидкости(варианты) Увеличенный бак……………………...330л
![]()
Мощность стандартного насоса
При 2 бар…………………………...40 л/мин
Мощность насоса высокого давления (опция):
При 6 / 1 бар………………...… 5 / 60л/мин.
Внимание: ![]()
· Струю охлаждающего вещества следует обязательно всегда направлять на режущую кромку, а не на фрезерный шпиндель!
Затем при смене инструмента подачу охлаждающего вещества следует приостановить.
Форсунки охлаждающего вещества на фрезерном шпинделе
· Обязательно обращайте внимание на то, что сетчатый фильтрующий элемент в ванне охлаждающего средства периодически опорожняется, очищается и снова подвешивается, чтобы в вентили и насадки циркуляционного контура охлаждающего вещества не попадали никакие загрязнения (стружка) (см. Главу «Техническое обслуживание»).
Автоматика двери (Опция)
![]() Автоматика двери собирается как опция на заводе и не подлежит
последующей установке.
Автоматика двери собирается как опция на заводе и не подлежит
последующей установке.
Обслуживание
Открывание и закрытие дверцы защищающей от стружки (3) осуществляется при помощи системы управления в программе с ЧПУ или путем нажатия клавиш (4).
Дверца станка (3) открывается и закрывается посредством пневматического цилиндра (1).
Пневматическое Давление ….….1,5-1,8 бар
Защитное устройство
![]() автоматика двери
При касании зажимной планки безопасности (2) сразу же приостанавливается
закрывающее движение дверцы защиты от стружки. Дверца открывается снова.
автоматика двери
При касании зажимной планки безопасности (2) сразу же приостанавливается
закрывающее движение дверцы защиты от стружки. Дверца открывается снова.
Опасно: 
Регулярно проверяйте функционирование зажимной планки безопасности (1). При несправном устройстве безопасности станок эксплуатировать запрещается!
Освещение рабочего пространства
Для подсветки рабочей зоны в машинном помещении установлена галогенная рабочая лампа (5).
Включение и выключение осуществляется при помощи выключателя (6) на пульте управления.
Осветительное средство (галоген)…… Освещение рабочего пространства …………………………. Тип Н3, 24В / 60 Вт
Опасно:
· Огнеопасность
Перед началом проведения технического обслуживания лампы убедитесь в том, что она остыла.
· Пользуйтесь перчатками или тряпкой
Не прикасайтесь к галогенной лампе непосредственно пальцами.
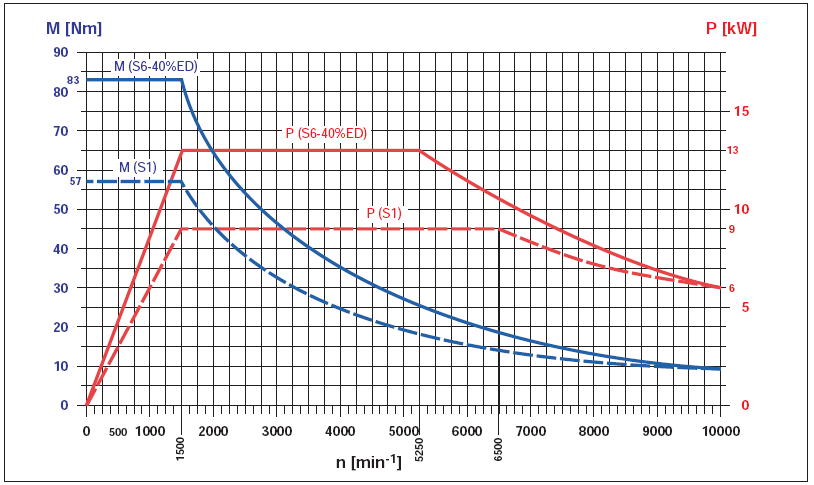
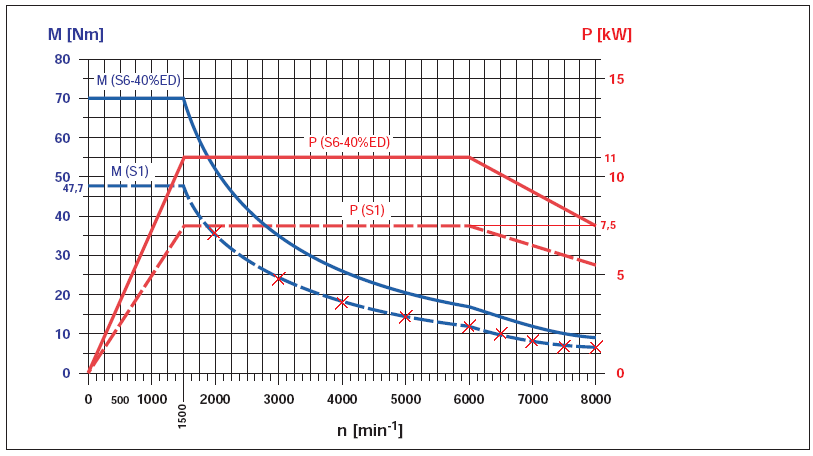
Характеристики фрезерного шпинделя
Шпиндель 10000- Sinumerik
Шпиндель 8000- Fanuk
Шпиндель 12000- Sinumerik (Опция)
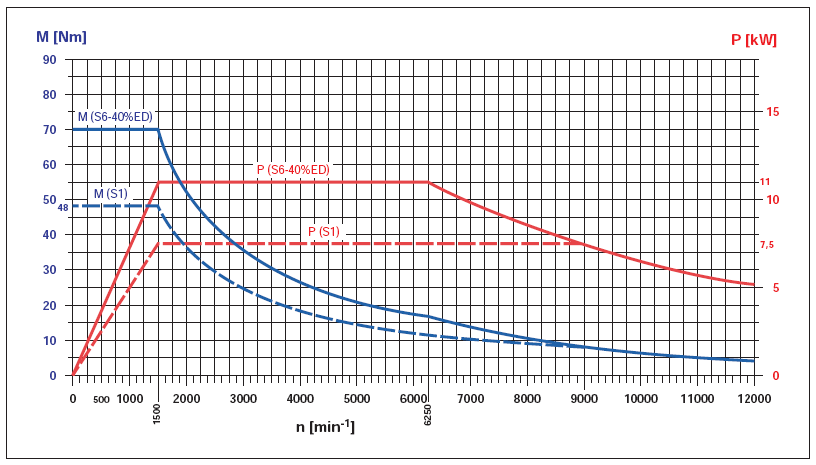
Шпиндель 12000- Fanuk (Опция)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.