![]() Нулевая точка станка M
Нулевая точка станка M ![]()
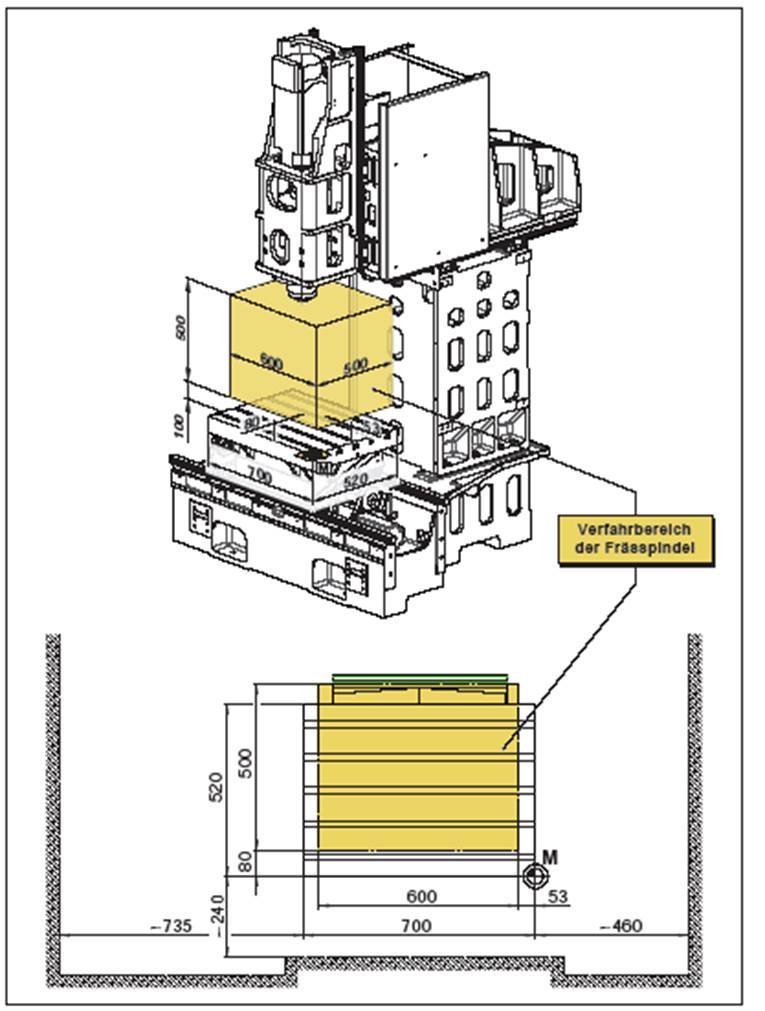
Нулевая точка станка M лежит на поверхности фрезерного стола, в правом переднем углу.
Нулевая точка станка является началом системы координат.
Нулевая точка детали W![]()
Нулевая точка детали W может быть запрограммирована оператором.
За счет программирования нулевой точки детали, начало системы координат перемещается из нулевой точки станка М в нулевую точку детали W.
Нулевая точка инструмента N
(T) ![]()
Нулевая точка инструмента лежит точно в точке пересечения осей шпинделя с осями торцевой поверхности фрезерного шпинделя.
Опираясь на эту точку, описывается геометрия инструмента.
Исходные точки станка
![]() Начало отсчёта R
Начало отсчёта R![]()
Начало отсчета R – это четко заданная величина станка, она предназначена для выверки системы измерения.
В начало отсчета необходимо выходить после каждого включения станка, чтобы сообщить системе управления точное расстояние между точками М и N (T).
Система координат правовращающаяся. Начало системы координат лежит в нулевой точке станка М.
В зависимости от конфигурации станка количество осей может меняться.
Примечание: ![]()
Точное описание осей, а также их программирование по отдельным каналам, см. в главе «Обслуживание и программирование для
Система координатЕМСО-специфич.» соответствующей системы управления.
Рабочая зона
Защитные устройства
Опасность: 
Удалять защитные устройства станка категорически запрещается.
Также запрещено механическое или электрическое перекрывание защитных устройств.
Защитные устройства вмонтированы в базовый станок и обеспечивают достаточно безопасную работу станка.
![]() Клавиша автоматического выключения NOT-AUS
Клавиша автоматического выключения NOT-AUS
Клавишу аварийного выключения (4) необходимо немедленно нажимать в любой ситуации возникновения опасности.
При нажатии данной клавиши (4) прекращается подача тока к главному приводу, двигателям подачи и устройству смены инструмента.
Для сброса состояния аварийного выключения, поверните ручку против часовой стрелки.
Примечание: ![]()
После нажатия клавиши аварийного выключения, необходимо снова перейти в исходную точку.
Устройство блокировки двери
В станке установлено дверное блокирующее устройство (1), которое позволяет открывать дверцу защиты от стружки только при остановке главного привода.
Запуск программы при открытой двери невозможен.
Открывание дверцы защиты от стружки осуществляется путем нажимания отпирающей клавиши (2).
Замок-выключатель (3) может быть включен в положение «Автоматика» или «Режим настройки».
Точное описание клавиш Вы найдете при описании клавиш в главе «Обслуживание и программирование специфичн. для ЕМСО» соответствующей системы управления.
Опасность:
· в положении переключателя «Режим настройки» существует повышенная опасность возникновения несчастного случая.
· В режиме настройки держите дверцу защиты от стружки закрытой до тех пор, пока это позволяет технологический процесс.
· Сразу после окончания установочных работ, переключите замок-выключатель в режим «Автоматика» и выньте ключ.
· Ключ может быть выдан только в руки тех лиц, которые осведомлены об имеющихся опасностях и
защитные устройства станка хорошо знакомы со станком.
![]() Составные части станка
Составные части станка
Основание станка
Основание станка – это массивная литая конструкция для установки системы салазок, системы управления и облицовочных листов, а также и всего электрооборудования.
Система салазок
![]() Все салазки являются литыми конструкциями, Основание станкакоторые перемещаются на шариковых направляющих
через шарико-винтовые шпиндели.
Все салазки являются литыми конструкциями, Основание станкакоторые перемещаются на шариковых направляющих
через шарико-винтовые шпиндели.
Данный вид перемещения, связанный с мощными приводными механизмами, обеспечивают высокие скорости перемещения при очень незначительном времени разгона.
Рабочая подача…………………………....10м/мин
Скорость при ускоренном ходе….……....24м/мин
Время разгона 0-ускоренный ход………ок. 200мс
Усилие подачи…………………...…………5000Н
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.