· Фрезерный шпиндель (4) перемещается в позицию замены инструмента (0º, маркировка фрезерного шпинделя показывает вниз).
· Стакан (10), в котором находится инструмент, подлежащий замене (6), поворачивается – направлении стрелки «а».
· Грейфер (3) поворачивается на 90º и захватывает оба приспособления зажима Цикл смены инструмента - Рисунок 3 инструмента (6) и (9). – стрелка “b”.
![]()
Рисунок 3.
· Инструмент (9) во фрезерном шпинделе освобождается.
· Грейфер (3) с двумя инструментами перемещается вниз – стрелка «с» и поворачивается на 180º - стрелка “d”.
Рисунок 4.
· Грейфер (3) перемещается вверх – стрелка «е», инструмент (6) закрепляется во фрезерном шпинделе (4), инструмент Цикл смены инструмента - Рисунок 4 (9) в стакане (10).
· Грейфер (3) поворачивается на 90º назад в свое исходное положение – стрелка “f”.
· Стакан (10) поворачивается вверх в свое начальное положение – стрелка “g”.
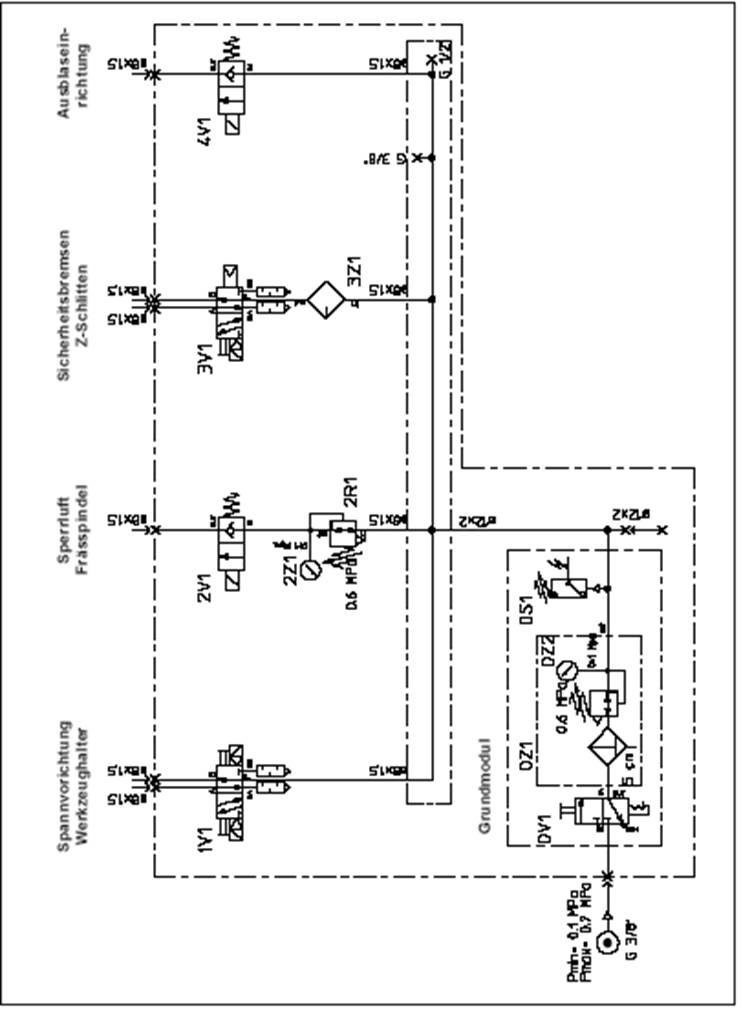
Пневматика
Пневматический модуль технического обслуживания установлен с обратной стороны станка.
Устройство технического обслуживания содержит все присоединительные элементы, пневматический выключатель, регулятор давления и клапаны, которые имеются в станке для управления пневматически регулируемыми устройствами:
· Зажимное приспособление
· Запирающий воздух для фрезерного шпинделя
· Продувочное устройство для приспособления для крепления инструмента
· Аварийные тормоза для салазок оси Z
![]()
Подача сжатого воздуха
Свободный напор…………………………………..6бар
Количество подачи……………………...мин. 230л/мин
Сжатый воздух подается пневматическому устройству при открывании ручного вентиля (0V1).
Внимание: ![]()
Чтобы избежать повреждений фрезерного шпинделя, установленное давление сжатого воздуха должно лежать всегда в пределах 1-2 бар.
Регулятор давления для настройки……………...…2R1
Контрольный манометр ……………………………2Z1
Комплектация пневматики
Номер |
Наименование |
|
0-базовый модуль |
|
|
0V1 |
Ручной вентиль |
|
0Z1 |
Регулятор фильтра с водоотделителем |
|
0Z2 |
Манометр давления в системе |
|
0S1 |
Пневматический выключатель |
|
1- зажимное приспособление для приспособления крепления инструмента |
|
|
1V1 |
5/2- ходовой электромагнитный клапан |
|
2- запирающий воздух фрезерного шпинделя |
|
|
2R1 |
Регулятор давления |
|
2Z1 |
Манометр запирающего воздуха |
|
2V1 |
2/2- ходовой электромагнитный клапан |
|
3 - Аварийный тормоз |
|
|
3Z1 |
Масленка запирающего воздуха |
|
3V1 |
5/2- ходовой электромагнитный клапан |
|
4- продувочное устройство |
|
|
4V1 |
2/2- ходовой электромагнитный клапан |
Схема пневматики
Централизованная смазка
![]() Смазочный импульс (в зависимости от
перемещения салазок)…………………….....150 м
Смазочный импульс (в зависимости от
перемещения салазок)…………………….....150 м
Количество/ точка смазывания….…….…0,06 см3
Подача насоса……………………...…100 см2/мин
Допустимая эксплуатационная вязкость………………………………..20-1500 сСт
Заправочный объем………………………...…2,7 л
Централизованная смазка обеспечивает шариковые винты салазок маслом направляющих скольжения.
Смазочный насос (1) запускается автоматически после прохождения салазками пути в 150 м.
Этот интервал устанавливается на заводе, и его нельзя изменять.
В дальнейшем смазочный импульс запускается положение смазочного насоса при каждом нажатии клавиши “AUX ON”.
![]()
После запуска смазочного насоса (1) при помощи системы управления, дозирующие элементы (7) заполняются маслом направляющих скольжения.
При повторном запуске смазочного насоса, дозирующие элементы опорожняются через точки смазывания (6) за счет роста давления в насосе и снова заполняются.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.