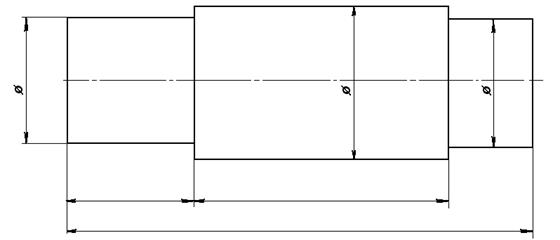
Рисунок 5.3 – Конфігурація заготівки
Порядок визначення розмірів наступний:
- визначаємо орієнтовну величину розрахункової маси поковки:
![]() ,
(5.14)
,
(5.14)
де ![]() - розрахункова маса поковки, кг;
- розрахункова маса поковки, кг;
![]() - розрахунковий коефіцієнт, встановлений
згідно положення 3
- розрахунковий коефіцієнт, встановлений
згідно положення 3
[11], с. 20;
![]() - маса деталі (за кресленням).
- маса деталі (за кресленням).
визначаємо групу сталі,з котрої виготовлена деталь,по таблиці
1(4,з 8);
- визначаємо ступінь складності поковки згідно [11], с. 29-30.
Заготівки, виготовлені методом гарячого об’ємного штампування на різних видах ковальсько-пресового обладнання, підрозділяються на чотири ступені складності С1, С2, С3, С4.
Ступінь складності поковки - відношення маси (об’єму) поковки до маси (об’єму) фігури, у котру вписується поковка.
Фігура може бути кулею, паралелепіпедом, циліндром з перпендикулярними до його осі торцями або прямою призмою [11], с. 29.
При визначенні відношення ![]() приймають
ту з геометричних фігур, маса (об’єм) котрої найменший.
приймають
ту з геометричних фігур, маса (об’єм) котрої найменший.
При визначенні розмірів описуючої поковку геометричної фігури допускається виходити зі збільшення в 1,05 рази габаритних розмірів деталі, визначаючих положення її оброблених поверхонь.
Ступеням складності поковок відповідають наступні
відношення ![]() :
:
СІ - понад 0,63
С2 - понад 0,32 до 0,63 включно
С3 - понад 0,16 до 0,32 включно
С4 - до 0,1
Ступінь складності С4 установлюється для поковок з тонкими елементами, наприклад, у вигляді фланця, кільця, диску, якщо вони відповідають вимогам пункту 5 [11], с. 32.
- визначаємо клас точності (Т1, Т2, Т3, Т4, Т5) поковок за таблицею 19 [11], с.32;
- визначаємо, вихідний індекс для наступного призначення основних припусків, допусків та допустимих відхилень у залежності від маси, марки сталі, ступеня точності поковок за таблицею 2 [11], с.10;
Для визначення індексу за таблицею 2 у графі «маса поковки» знаходять відповідний даній масі рядок, зміщуються по горизонталі до вертикальної лінії групи сталі «М1». Якщо група сталі кування «М1», то по горизонтальній лінії зміщуються до вертикальної лінії ступені складності «С1».
Якщо група сталі кування «М2» або «М3», то від точки перетину горизонтальної лінії від маси кування та вертикальної лінії групи сталі, «М1» зміщуються по потовщеній похилій лінії до вертикальної лінії відповідно «М2» або «М3», а потім із точок «М2» або «М3» відповідно, по горизонтальній лінії - до перетину з вертикальною лінією ступені складності «С1». При ступені складності «С1» зміщуються по горизонтальній лінії від «С1» до вертикальної лінії класу точності кування «ТІ».
Якщо клас точності поковок «Т2», «Т3», «Т4» або «Т5», то від точки «Т1» зміщуються за потовщеною похилою лінією до вертикальної лінії відповідно «Т2», «Т3», «Т4» або «Т5», а потім із точок «Т2», «Т3», «Т4» або «Т5» відповідно по горизонтальній лінії зміщуються до відповідно вихідного індексу (від 1 до 23).
Якщо порядок роботи з таблицею 2 визиває утруднення, слід розібрати приклади 1 та 2 ([11], с. 11 та 9).
основні припуски на механічну обробку поковок, у залежності від вихідного індексу лінійних розмірів та шорсткості поверхні деталі визначаються за таблицею 3 ([11], с.12-13).
Після визначення припусків розраховують номінальні розміри заготівки й проставляють на ескізі.
допуски та допустимі відхилення лінійних розмірів поковок призначають у залежності від вихідного індексу та розмірів поковок за таблицею 8 ([11], с.17).
Допустимі відхилення внутрішніх розмірів (отворів) поковок повинні установлюватися зі зворотними знаками. Знайдені допустимі відхилення записуються біля відповідних номінальних розмірів заготівки.
Розглянемо розрахунок заготівки з поковки, отриманої методом гарячого об’ємного штампування на горизонтально-кувальній машині (ГКМ).
У нашому прикладі (див. стор. 18) маса деталі ![]() кг, матеріал деталі - сталь 45. Визначаємо розрахункову величину маси поковки:
кг, матеріал деталі - сталь 45. Визначаємо розрахункову величину маси поковки:
![]() ,
(5.15)
,
(5.15)
згідно [4], с.8, де ![]() за [4],
с.31. Тоді
за [4],
с.31. Тоді
![]() кг.
кг.
Ступінь складності поковки визначається за формулою [11], с. 18:
 ,
(5.16)
,
(5.16)
де ![]() - маса поковки (розрахункова ),
- маса поковки (розрахункова ), ![]() кг;
кг;
![]() - маса
фігури, з котрої вписується поковка.
- маса
фігури, з котрої вписується поковка.
Наша поковка вписується у циліндр, розміри якого складають:
![]()
![]() мм;
мм;
![]() мм.
мм.
Маса фігури, у котру вписується наша поковка, визначається за формулою:
 .
(5.17)
.
(5.17)
 кг.
кг.
тоді  , що відповідає
значенню для ступеня складності «С1» [11]; с. 30.
, що відповідає
значенню для ступеня складності «С1» [11]; с. 30.
Клас точності поковки виготовленої на ГКМ - «Т4» ([11], с. 28 ).
Знаючи приблизну масу поковки - 14,04кг), групу сталі - М2, ступінь складності поковки - СІ, клас точності заготівки - Т4, за таблицею 2 [11], с.10 визначаємо вихідний індекс - 14.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.