|
|
|
|
|

|
|
|
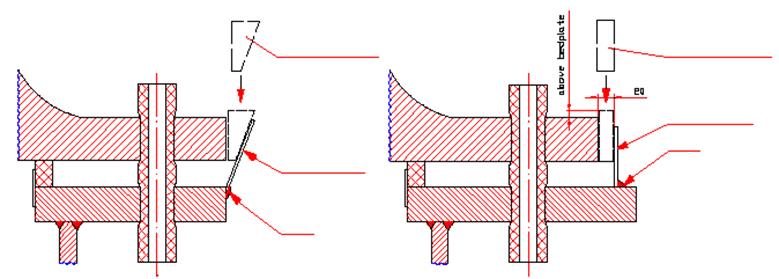
Принять меры предосторожности, чтобы защитить дренажные отверстия, и чтобы EPOCAST не попала в нежелательные места, такие как боковые подушки. Лучше всего это сделать, смазав кусочек опалубки из пенопласта и вставив его в качестве заглушки. Опалубка из пенопласта обычно остается на месте, но там, где ее нужно убрать, нужно смазать внутреннюю поверхность. Это позволит потом убрать ее.
Проверить и занести в журнал отклонения коленвала. В идеальном случае, они должны быть открыты в центре верхней мертвой точки поршня, указывая «прогиб» на коленвале. При этом он будет стремиться выпрямиться при прогреве двигателя (верхняя часть двигателя расширяется боле свободно, чем нижняя). Также нужно проверить и занести в журнал показания муфт вала.
Когда это необходимо, нужно установить нагреватели в зону подушек, чтобы сохранить температуру листа выше 20°С. Нагреватели не включать. После того, как смола была залита и затвердела, включить нагреватели. При применении электронагревателей EPOCAST, располагать их на основании в 100 мм от боков подушек.
Для условий ниже нуля см. раздел 2.6.
Данные инструкции применимы для EPOCAST 36® и EPOCAST D.
Нужно шаг за шагом следовать РУКОВОДСТВУ ПО СМЕШИВАНИЮ И ЗАЛИВКЕ 2.3.2:
1. Определить толщину подушки с левой стороны таблицы, провести горизонтальную линию через график, линию “H”.
2. Найти температуру стального листа вдоль верхней часть таблицы и провести вертикальную линию вниз таблицы до самого низа, линию “V”.
3. Линии “V” и “H” пересекутся. Нужно вновь посмотреть в левую часть и увидеть “A”, “B” или “C”. Внизу таблицы найти те же “A”, “B” и “C” и посмотреть вдоль строки до пересечения с вертикальной линией “V”, проведенной ранее. Довести смолу до этой температуры, добавить отвердитель и перемешать.
![]()
|


Подушки почти никогда не заливаются слоями; по вопросам получения более подробной информации перед началом работ с подушками толщиной менее 13 мм или более 70 мм, обратитесь, пожалуйста, к H. A. SPRINGER GmbH или к местному представителю. Не стоит применять стальное листовое или круглое прутковое заполнение в подушках без консультации с H. A. SPRINGER GmbH, так как этого метода, вообще говоря, нужно избегать.
Все работы по опалубке должны быть выполнены перед тем, как начать смешивать EPOCAST и отвердитель.
Нужно применять шлем для защиты глаз и защитные перчатки.
Проверить, чтобы EPOCAST 36® была нагрета до нужной температуры прямо в банке или чтобы средняя температура содержимого была правильной.
Для больших по объему работ или в случаях, когда смола не была доведена до нужных рабочих параметров, быстрым методом является помещение банок на несколько минут в два нагревателя EPOCAST. Нужно проверить, чтобы температура смеси была в пределах ±5°С от требуемой температуры.
Снять крышку с банки со смолой и добавить отвердитель.
Нужно держать банку так, чтобы она не перевернулась. Перемешать со скоростью до 1000 об./мин. в течение 1-2 минут при помощи правильно подобранной лопатки, чтобы обеспечить однородность смеси. Пройтись по бокам и дну банки, чтобы обеспечить полное перемешивание всей смолы и отвердителя. Держать лопатку на дне банке. Не давать ей ускоряться.
Не подавать воздух в смесь. Визуально проверить, чтобы весь отвердитель опустился с поверхности и растворился в смеси. Если смола светлеет, значит, скорость лопатки выше, чем 1000 об./мин. и поднимается со дна банки. При этом образуются мельчайшие пузырьки воздуха.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.