Приемлемым методом является помещение EPOCAST в небольшое помещение или емкость с циркулирующим горячим воздухом.
В качестве альтернативы, для больших по объему работ или в случаях, когда смола не была доведена до нужных рабочих параметров, быстрым методом является помещение банок на несколько минут в два нагревателя EPOCAST. Нужно проверить, чтобы температура смеси была в пределах ±5°С от требуемой температуры. В жарком климате нужно избегать оставления EPOCAST под прямыми солнечными лучами перед применением, так как температура может быть выше рекомендуемой. Температура смешивания при данном методе контролирует скорость и образование тепла в процессе застывания. Поэтому, для мелких тонких распорок EPOCAST должна иметь температуру выше, чем для больших толстых распорок.
Если, по некоторой причине, предполагается, что смола хранилась при температуре ниже 0°С, нужно нагреть смолу до 50°С (хранения в течение длительного периода при комнатной температуре (20°С) не достаточно), и перемешайте только смолу. Затем нужно дать ей остыть до требуемой для применения температуры. Отвердитель должен быть подогрет до комнатной температуры, около 20°С, а не до 50°С.
Закончить все горячие работы (сварка) на основании. По возможности, приварить прихваточным швом стопор (2.1.2.d.) к задней кромке основания, чтобы облегчить установку опалубки из пенопласта.
Должны быть просверлены все отверстия и иметься в наличии все болты, но они не должны быть вставлены. Должны быть заглушки из пенопласта с закрытыми порами, чтобы, при надобности, заполнить ими отверстия под болты. Там, где применимо, должны быть вкручены подходящие болты.
Установить болты под развертку перед заливкой подушки, сбрызнуть их разделительным составом и залить подушку вокруг болта.
Проверить наличие всех материалов. Проверить дифферент судна. Предпочтительнее добиться дифферента на корму и заливать в формы с нижнего (кормового) конца. Если дифферент – крутой, нужно придерживаться минимальной длины.
Очистить поверхности основания и опорной плиты там, куда должны заливаться подушки. Удалить всю смазку, масло, вторичную окалину, ржавчину и краску. Для оснований под главные двигатели допускается очень тонкий слой (20-25 мкм) эпоксидной грунтовки, но нужно тщательно проверить что это – изначально тонкая грунтовка, а не покрытие толстого слоя краски. Для палубного оборудования для предотвращения коррозии допускается тонкий слой неорганического цинка или подобного покрытия.
|
|
|

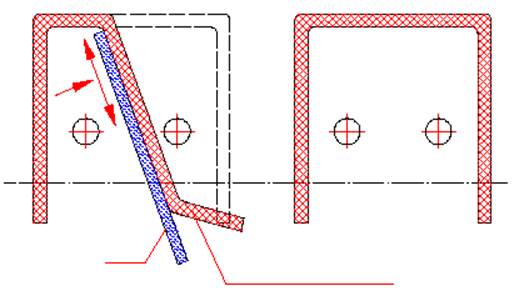
Гибкая опалубка вставляется между опорной плитой и основанием, чтобы обеспечить непроницаемость боков для жидкости для форм или опалубки. Нужно убедиться, что опалубка жестко закреплена на месте, не сжимается и не протекает. EPOCAST оказывает удивительно сильное давление на нижнюю кромку опалубки. Поэтому, нужно принять дополнительные меры предосторожности при постройке опалубки.
|
|
Во избежание напряжения, которое может привести к растрескиванию подушек, нужно зашлифовать острые кромки выступов и зафиксированных верхних прокладок, или нанести на них замазку, мастику или самоклеющиеся полоски из пенистой резины.
Длина подушки должна быть короткой, в идеальном случае, она должна содержать только два болта в ряду или четыре в прямоугольнике. Длина, по возможности, не должна превышать 750 мм. Если болты отстоят более чем на 300 мм, нужно вставить пенопластовые разделители на середине между болтами, чтобы сохранить короткую длину подушки. Если дифферент крутой, подушки должны быть короткими или EPOCAST побежит через верх нижнего конца передней стальной пластины опалубки. Если переливание блокируется боковой подушкой, нужно заполнять из соседней подушки, как показано на эскизе.
|

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.