11. ТЕХНОЛОГИЧЕСКИЕ УСТРОЙСТВА
ДЛЯ СБОРОЧНЫХ РТК
Конструкция технологических устройств обычно определяется видом соединения, для автоматической сборки которого они предназначены. Одним из самых распространенных видов соединений в машиностроении являются резьбовые соединения.
Для винтовых соединений наибольшее распространение получил метод относительного ориентирования, когда деталь с резьбовым отверстием базируется на неподвижной базе, а винт имеет подвижное базирование. Такой метод позволяет компенсировать погрешности (линейные и угловые), которые возникают в процессе ориентирования собираемых деталей. В винтозавертывающих устройствах винт обычно базируется в трубчатой направляющей с небольшим 0,5…1,5 мм зазором по головке и резьбовому стержню и имеет некоторую «свободу» перемещений. Возможность перемещения в направляющем отверстии позволяет винту компенсировать погрешности несовпадения осей в процессе сборки.
 |
Процесс сборки резьбовых соединений состоит из нескольких последовательных фаз: первая – подвод инструмента; вторая – соприкосновение инструмента с винтом (удар); третья – относительное ориентирование оси винта с осью гладкого отверстия присоединяемой детали; четвертая – сборка винта с присоединяемой деталью; пятая – удар винта с инструментом о базовую деталь с резьбовым отверстием; шестая – относительное ориентирование оси винта с осью резьбового отверстия и совмещение следов резьбовых торцов; седьмая – наживление собираемых деталей; восьмая – свинчивание собираемых деталей; девятая – затяжка; десятая – отвод инструмента.
Затяжка резьбового соединения состоит в фиксировании деталей относительно друг друга. От момента затяжки и величины его разброса зависят эксплуатационные характеристики соединения. Различают несколько способов затяжки резьбовых соединений: с приложением внешнего крутящего момента; с приложением ударно-вращательных импульсов; с приложением осевых усилий. Наиболее распространены первый и второй способ затяжки.
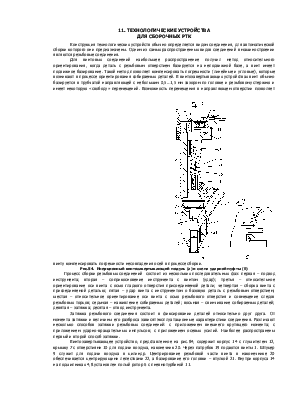
Винтозавертывающее устройство, представленное на рис.84, содержит корпус 14 с глушителем 12, крышку 7 с отверстиями 10 для подачи воздуха, наконечник 20. Через патрубок 19 подаются винты 1. Штуцер 9 служит для подачи воздуха в цилиндр. Центрирование резьбовой части винта в наконечнике 20 обеспечивается центрирующими лепестками 22, а базирование его головки – втулкой 21. Внутри корпуса 14 на подшипниках 4,8 установлен полый ротор 6 с пневмотурбиной 11.
Внутри ротора располагаются поршень-полумуфта 13, пружина возврата 15, полумуфта с зубьями 17 и выступом 5, скошенный палец 18, подпружиненный в осевом направлении. Поршень 13 связан со штоком 16, имеющем на конце лезвие отвертки 2 и насадку 3.
Винтоверт работает от сжатого воздуха, который по каналу 10 подается на лопатки турбины 11, приводя во вращение ротор 6 со всеми закрепленными на нем элементами. Винт 1 забрасывается через патрубок 19 в центрирующую втулку 21, где удерживается лепестками 22. Воздух, подаваемый через штуцер 9, смещает поршень полумуфты 13 вместе со штоком 16 вниз до сцепления с полумуфтой 17. Насадка 3 входит в контакт со втулкой 21, раскручивая ее и находящийся в ней винт 1. Затем лезвие отвертки входит в паз винта 1, осуществляя его завинчивание в резьбовое отверстие. После завинчивания винта на полную глубину происходит остановка штока 16, полумуфт 13 и 17, однако, массивный ротор 6 продолжает по инерции вращаться, а скошенный палец 18, ударяя по выступу 5, осуществляет ударно-импульсную затяжку винта 5. После 5-6 ударов ротор 6 останавливается. Подача воздуха в полость ротора прекращается, пружина 15 возвращает поршень 13 и шток 16 в исходное положение.
Методика проектирования подобных головок основывается на расчете основных конструктивных параметров и режимов по этапам процесса сборки резьбовых соединений.
В винтоверте применен способ ударно-импульсной затяжки соединений. Энергия единичного удара определяется по формуле:
![]()
где I – момент инерции ротора; w, wk – угловые скорости ротора до и после удара.
Необходимая энергия ротора для полной затяжки резьбовых соединений

где n – число ударов ( n = 4…30).
Момент, создаваемый скошенным пальцем в процессе удара, находится из выражения

где
где m4 – масса ротора; r – радиус центра пальца от оси ротора; l - угол наклона зуба пальца; c4 – жесткость пружины, поджимающей палец; f – коэффициент трения (рис.84, б).
Момент, развиваемый приводом в резьбовом соединении,
![]()
где спр – приведенная жесткость системы шпиндель-винт.
По величине требуемого момента и заданной жесткости пружины с4 определяется необходимый момент ротора I по номограмме (рис.85).
По заданному количеству ударов, необходимых для затяжки резьбового соединения, жесткости пружины с4 и выбранному моменту инерции ротора Ш выбирается скорость вращения ротора w (рис.86).
 |
 |
||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.