10. ОПРЕДЕЛЕНИЕ УСИЛИЙ, НЕОБХОДИМЫХ
ДЛЯ ВЫПОЛНЕНИЯ СБОРОЧНЫХ ОПЕРАЦИЙ
Для осуществления сборочного процесса необходима сила Р, которая зависит от относительного положения соединяемых деталей, жесткости технологической системы и ряда других факторов. Сила закрепления устанавливаемой детали в захватном устройстве должна обеспечить ее центрирование и удерживать от самопроизвольного падения под действием собственной силы тяжести, сил инерции и других сил.
Значение необходимого при сборке усилия Р позволяет осуществить выбор типа привода, а, следовательно и определить массу его подвижных частей. Выбранная схема базирования устанавливаемой детали дает возможность судить о конструкции и силе тяжести рабочего инструмента или захватного устройства. Известна также сила тяжести устанавливаемой детали. Эти сведения дают возможность рассчитывать предельную скорость перемещения устанавливаемой детали, если известна предельно допустимая энергия единичного удара для соединяемых деталей çАyç.
Тогда
![]()
где m – масса подвижных частей привода, рабочего инструмента и устанавливаемой детали.
Соединения с зазором
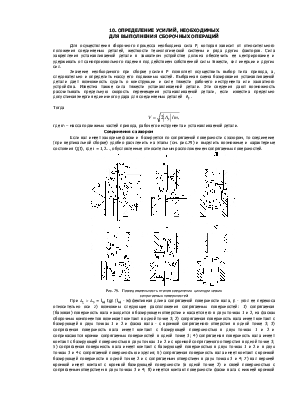
Если вал имеет заходные фаски и базируется по сопрягаемой поверхности с зазором, то соединение (при вертикальной сборке) удобно расчленить на этапы (см. рис.79) и выделить возможные и характерные состояния Qi(t), где i = 1,2..., обусловленные относительным расположением сопрягаемых поверхностей.
Рис. 79. Последовательность этапов соединения цилиндрических
сопрягаемых поверхностей
При Då > Db = lэф tgb (lэф - эффективная длина сопрягаемой поверхности вала, b - угол ее перекоса относительно оси z) возможны следующие расположения сопрягаемых поверхностей: 1) сопрягаемая (базовая) поверхность вала находится в базирующем отверстии и касается его в двух точках 1 и 2, на фасках сборочных компонентов возникает контакт в одной точке 3; 2) сопрягаемая поверхность вала имеет контакт с базирующей в двух точках 1 и 2 и фаска вала - с кромкой сопрягаемого отверстия в одной точке 3; 3) сопрягаемая поверхность вала имеет контакт с базирующей поверхностью в двух точках 1 и 2 и соприкасаются кромки сопрягаемых поверхностей в одной точке 3; 4) сопрягаемая поверхность вала имеет контакт с базирующей поверхностью в двух точках 1 и 2 и с кромкой сопрягаемого отверстия в одной точке 3; 5) сопрягаемая поверхность вала имеет контакт с базирующей поверхностью в двух точках 1 и 2 и в двух точках 3 и 4 с сопрягаемой поверхностью изделия; 6) сопрягаемая поверхность вала имеет контакт с кромкой базирующей поверхности в одной точке 2 и с сопрягаемым отверстием в двух точках 3 и 4; 7) вал верхней кромкой имеет контакт с кромкой базирующей поверхности (в одной точке 2) и своей поверхностью с сопрягаемым отверстием в двух точках 3 и 4; 8) имеется контакт поверхности фаски вала с нижней кромкой базирующей поверхности (в одной точке 2) и сопрягаемых поверхностей в двух точках 3 и 4; 9) непосредственное соединение сопрягаемых поверхностей при отсутствии контакта вала с базирующей поверхностью.
Первые два расположения сопрягаемых поверхностей (состояния) - часто встречаемые варианты - с фаской на детали с отверстием (12-е) или без нее (2-е). В первом случае в зависимости от углов фасок различают дополнительные состояния, которые характеризуются тем, что если Yв < Yо , где Yв и Yо - углы фасок на валу и в отверстии, то сначала может произойти касание поверхности фаски сопрягаемого отверстия нижней кромкой фаски вала (1-е состояние), а потом произойдет касание поверхностью фаски вала кромки сопрягаемой поверхности отверстия (2-е состояние). Если же Yв ³ Yо , то вначале возможен контакт поверхностью фаски вала с верхней кромкой фаски сопрягаемого отверстия (3-е состояние), а затем контакт нижней кромки сопрягаемой поверхности вала с поверхностью фаски отверстия (4-е состояние). Первые два состояния обычно условно относят к этапу I процесса соединения, хотя правильнее отнести их к этапу координирования - совмещения сопрягаемых поверхностей. Этапом II (собственно) соединения принимают 4-е состояние, III (условно) считают 5-е состояние, IV - принимают 6-е состояние, V - 8-е состояние, VI - 9-е состояние; 3-, 5-,7-е состояния являются мгновенными, и их можно считать границами переключения этапов. Все эти этапы свойственны процессу соединения, который протекает плавно, без резкого начального соударения и резких изменений скорости, когда не возникают колебания на сборочной позиции. В таких условиях на каждом этапе можно найти усилие соединения, полагая, что
![]()
где Pji - усилие сопротивления перемещения вала в i-й точке контакта на j-м этапе. Определяя P(i), находят реакции опор Ri при известных R3 = cuj (для этапов I и II) и R2 = cuj (для этапов IV и V).
Рис.80. Схемы последовательного расположения сборочных компонентов
Рассмотрим подробнее этап I, на котором вал, находясь в базирующем отверстии с возможным перекосом, соприкасается поверхностью фаски с кромкой или с фаской сопрягаемого отверстия (1-е и 2-е состояния). При этом возможны два предельных случая (см. рис.79 и рис.80,а) - этап I, причем в первом случае (рис. 80, а) под действием возникающих сил при достаточно малом значении коэффициента трения (m < 0,3) в точке 3 и даже при сравнительно большом угле фаски Yв £ 60° может перейти во второе положение (см. рис.79 - этап I). Независимо от положения вала, условия равновесия его под действием поперечной силы R3 и реакций R1 и R2:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.