Отношение D1/d1 обычно называют степенью деформации конца трубки. Обычно степень деформации трубки принимают в пределах 1,25...1,8.
Крутящий момент Мкр , передаваемый соединению при развальцовке
Мкр = 0,5fРpDl, где f – коэффициент трения; Р – давление, кг/мм2; l – длина соединения.
Усилия при заклепочных соединениях
Заклепочные соединения в конструкциях машин и сборочных единиц применяются там, где соединяются детали из плохосвариваемых материалов, и экономически невыгодно использовать резьбовые соединения. Материалы заклепок - сталь, медь, латунь, алюминиевые сплавы.
Клепка в автоматизированных процессах сборки выполняется, как правило, в холодном состоянии с помощью пресса. В ряде случаев наряду с передачей усилия пуансон получает также вращательное движение, при этом характер процесса деформирования приближается к вальцовке. Ориентировочные значения усилий, необходимых для образования головок стальных заклепок при холодной клепке, приведены в табл.11.
Таблица 11
Усилие при холодной клепке, т
|
Материал |
Диаметр заклепки, мм |
|||||
|
заклепки |
3 |
4 |
6 |
8 |
10 |
12 |
|
Сталь |
2 |
3,5 |
7 |
11,5 |
14 |
20 |
|
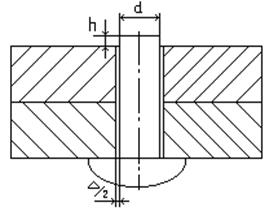
Рис.82. Схема заклепочного соединения |
При установке заклепок отверстия соединяемых деталей должны быть совмещены с требуемой точностью, а диаметральный зазор D (см. рис.82) между телом заклепки и соединяемыми деталями необходимо выдерживать равным 0,2 мм (при d < 6 мм), 0,25 мм (при 6 <d < 10 мм) и 0,3 мм (при 10 < d < 18 мм). В противном случае возможен изгиб стержня заклепки, смещение деталей, а при переменных нагрузках быстрый износ и разрушение соединения.
Качество соединения зависит от длины заклепки - выступающая часть стержня должна быть в пределах 1,3...1,6d в зависимости от формы головки. Для уменьшения смещений отверстий в соединяемых деталях клепку целесообразно выполнять не последовательно, а вразброс или одновременно.
Расчет усилия при холодной клепке производят по формуле:
Р = kф d1.75 sв1,75, где kф - коэффициент, зависящий от формы головки заклепки (табл.12); d - диаметр стержня заклепки, мм; sв - временное сопротивление материала заклепки, МПа.
Таблица 12
Зависимость коэффициента kф от формы головки заклепки
|
Форма головки заклепки |
kф |
|
Сферическая |
28,6 |
|
Потайная |
26,2 |
|
Плоская |
15,2 |
|
Трубчатая |
4,33 |
При холодной клепке усилие ориентировочно можно рассчитать по формуле Р = 250 F, где F - площадь поперечного сечения заклепки, мм2. Процесс клепки соединений хорошо автоматизируется. Время выполнения соединения диаметром до 4 мм составляет 0,5 с.
Усилия при сборке резьбовых соединений
Резьбовые соединения в конструкции машин составляют 15...25% от общего числа соединений, поскольку они отличаются простотой, надежностью, а также возможностью разборки и повторной сборки без замены деталей. Трудоемкость сборки резьбовых соединений составляет 25...35% от общей трудоемкости сборочных работ.
Процесс сборки резьбовых соединений состоит из следующих этапов: соединение (наживление) резьбовых деталей на 2...3 нитки; их свинчивание; затяжка и стопорение для предохранения от самоотвинчивания. При автоматизации первые три этапа сборочного процесса выполняются последовательно одним инструментом.
Для удобства наживления на торцах резьбовых поверхностей выполняют фаски под углом 45°. При автоматическом выполнении наживления условия собираемости улучшаются из-за вращательного движения присоединяемой детали, а также пониженной жесткости патрона и посадки резьбозавертывающего механизма. При этом условия собираемости имеют вид:
Då £ å fi + dc + Dy,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.