2.7 Описание механизированного сборочно-сварочного приспособления.
Для сварки настила палубы выбирают электромагнитный стенд с флюсовыми подушками. Стенд состоит из нескольких подушек, стеллажа для заготовок, рельсового пути и системы передвижения подушек, в которую входят тяговая лебёдка с канатами и блоками. Управление лебёдкой осуществляется с переносных кнопочных станций; передвижение подушек ограничено конечным выключателем. Рама подушки установлена на двух тележках. Внутри рамы расположен жёлоб для флюса, а под ним два шланга для подъёма и опускания жёлоба, связанные с ним толкателями. Вдоль жёлоба расположены унифицированные электромагнитные блоки, состоящие из сердечников, катушек и корпусов. Кроме, того, в раме расположены стойки с роликами для продольного и поперечного перемещения свариваемых листов. Стойки с роликами поднимаются шлангами. Для сцепления с тяговым канатом при передвижении подушки на концах рамы имеются захваты.
2.8 Основные положения на сварку и сборку.
Детали, поступающие на сборку должны иметь маркировку. Кромки и поверхность должны быть зачищены в соответствии с требованиями ГОСТ. Зачистка деталей под сварку производится перед сборкой до чистого металла. Качество зачистки и качество сварки проверяется ОТК. Начинать сварку конструкции не принятой ОТК категорически запрещается. Зазоры под сварку должны соответствовать ГОСТ. Размеры прихваток должны соответствовать требованиям таблицы. Приварка выводных пластин и постановка прихваток должна производится теми же сварочными материалами, что и сварка конструкции.
|
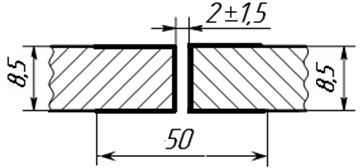
Рисунок 2 - Элементы подготовки кромок ГОСТ8713-79 С4
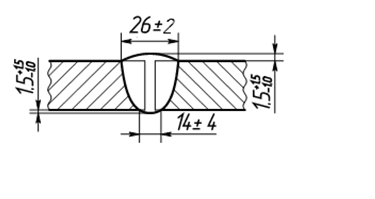
Рисунок 3 - Элементы сварного шва ГОСТ8713-79 С4
|
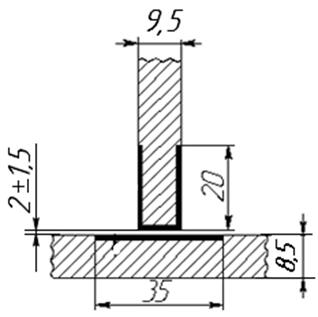
Рисунок 4 – Элементы подготовки кромок под сварку, соединение Т3 ГОСТ 8713-79
|
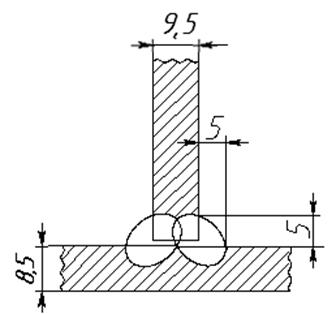
Рисунок 5 – Параметры сварного шва, соединение Т3 ГОСТ 8713-79
Рисунок 6 – Направление и последовательность сварных швов при сварке главной палубы в районе 92-103 шп.
Таблица 18-Постановка электроприхваток
|
Толщина свариваемых листов, мм |
4-10 |
|
Длина прихваток, мм |
20-25 |
|
Расстояние между прихватками, мм |
250-300 |
При сварке продольного набора нужно как можно равномернее распределить тепло, сварку производить должны два сварщика. Приварку набора производить ячейковым способом механизированной сваркой в СО2 от середины к концам.
.
2.9 Технологический процесс
Технологический процесс сварки и сборки секции главной палубы в районе 15-24 шп ПрБ выполняют в табличной форме. технологический процесс приведён в таблице 19
Таблица 19 - Технологический процесс сборки и сварки
|
Наименование операции |
Профессия |
Разряд |
Нормы времени |
Расценка |
|
1 |
2 |
3 |
4 |
5 |
|
Узел 1. Сборка и сварка главной палубы. 1.1. Подать листы полотна главной палубы на постель. 1.2. Зачистить пневмоинструментом прилегающие кромки. 1.3. Состыковать листы согласно чертежу и установить выводные планки и ПГП. 1.4. Прихватить листы между собой электродами марки УОНИИ 13/55 А, d = 4 мм, Iсв = 140 А. 1.5. Зачистить прихватки пневмо-инструментом. 1.6. Сдать сборку ОТК под сварку. 1.7. Заварить стыки и пазы с обратным формированием сварного шва автоматической сваркой под слоем флюса АН-348А. Автомат АДФ-1202. dэл = 4 мм; Iсв = 1000 А; Uд = 36 В. 1.8. Зачистить сварку шва от шлака. |
такелажник сборщик сборщик сборщик сборщик мастер сварщик сборщик |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.