изменение положения исходной заготовки в приспособлении, связанное с погрешностями базирования и закрепления;
неточности установки положения суппортов по упорам и лимбам;
колебания температурного режима обработки и упругих отжатий элементов технологической системы под влиянием нестабильных сил резания и т.п.
В технологии машиностроения практическое применение имеют следующие математические законы.
Закон нормального распределения (закон Гаусса)
Этому закону подчиняются размеры заготовок, обработанные на настроенных станках. Размеры получаются в результате действия большого числа взаимно независимых случайных величин, зависящих от качества системы СПИЗ. Уравнение кривой нормального распределения имеет вид:
 (2.1)
(2.1)
где s -среднее квадратичное отклонение.
Среднее квадратичное отклонение определяется по формуле
 , (2.2)
, (2.2)
где
xi - текущий действительный размер; ![]() -
среднее арифметическое значение действительных размеров заготовок:
-
среднее арифметическое значение действительных размеров заготовок:
 (2.3)
(2.3)
где mi - частота появления события; n - количество заготовок в партии.
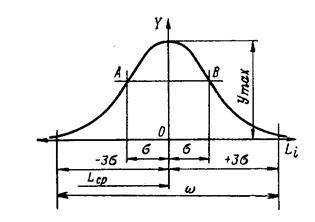
На рис. 2.5
показана кривая нормального распределения, симметричная относительно оси
ординат. При ![]() кривая нормального
распределения имеет максимальное значение:
кривая нормального
распределения имеет максимальное значение:
 . (2.4)
. (2.4)
На расстоянии ±s от ymax кривая имеет точки перегиба
y1=y2= (2.5)
(2.5)
Кривая асимптотически приближается к оси абсцисс.
На расстоянии ±3s в пределах кривой оказывается 99,73% площади F: F1 = 0,9973F. Если принять, что все размеры находятся в пределах площади F, то погрешность определения будет равна 0,27%.
При увеличении s, поле рассеяния возрастает, кривая рассеяния параметров становится более пологой и низкой. Это свидетельствует о меньшей точности изготовления. Поле рассеяния размеров находится в диапазоне w = 6s.
Размер каждой
заготовки в партии является случайной величиной и имеет значения
в границах определенного интервала. Измеренные значения истинных размеров
заготовок разбивают на интервалы (разность между наибольшим и наименьшим
размерами в пределах одного интервала). Размер интервала должен быть меньше
погрешности измерительного устройства, тем самым компенсируются погрешности
измерения. Распределение размеров заготовок представляют в виде таблицы (табл.
2.14), в которой приняты следующие обозначения: n - общее
количество измерений, m- частота появления размера в интервале, m/n- доля частоты появления размера к общему количеству измерений (![]() m = 100 ,
m = 100 ,  ).
).
|
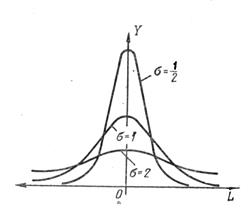
Влияние величины s на форму кривой Гаусса
Распределение размеров заготовок
|
№ интервала |
Интервал |
Частота, m |
Доля частоты, m/n |
|
1 2 3 4 5 6 7 |
20,00-20,05 20,05-20,10 20,10-20,15 20,15-20,20 20,20-20,25 20,25-20,30 20,30-20,35 |
2 11 19 28 22 15 3 |
0,02 0,11 0,19 0,28 0,22 0,15 0,03 |
По результатам измерения строится гистограмма (рис. 2.7). Ломаную кривую 1 называют эмпирической кривой распределения. При увеличении количества интервалов кривая 1 приближается к плавной кривой, называемой кривой распределения.
Гистограмма распределения размеров по интервалам
Закон Симпсона (равнобедренного треугольника)
При обработке заготовок с точностью 7,8 и в некоторых случаях 6-го квалитета распределение их размеров подчиняется закону Симпсона
(рис. 2.8) с
полем рассеянияl
= w =
2![]() (2.6)
(2.6)
|
Закон равной вероятности
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.