2. Конструкторский раздел
2.1 Кондуктор для зенкерования и развертывания трех отверстий
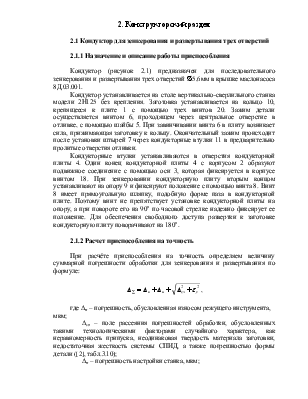
2.1.1 Назначение и описание работы приспособления
Кондуктор (рисунок 2.1) предназначен для последовательного зенкерования и развертывания трех отверстий Æ5,6мм в крышке маслонасоса 8Д.03.001.
Кондуктор устанавливается на столе вертикально-сверлильного станка модели 2Н125 без крепления. Заготовка устанавливается на кольцо 10, крепящееся к плите 1 с помощью трех винтов 20. Зажим детали осуществляется винтом 6, проходящем через центральное отверстие в отливке, с помощью шайбы 5. При завинчивании винта 6 в плиту возникает сила, прижимающая заготовку к кольцу. Окончательный зажим происходит после установки штырей 7 через кондукторные втулки 11 в предварительно пролитые отверстия отливки.
Кондукторные втулки устанавливаются в отверстия кондукторной плиты 4. Один конец кондукторной плиты 4 с корпусом 2 образуют подвижное соединение с помощью оси 3, которая фиксируется в корпусе винтом 18. При зенкеровании кондукторную плиту вторым концом устанавливают на опору 9 и фиксируют положение с помощью винта 8. Винт 8 имеет прямоугольную шляпку, подобную форме паза в кондукторной плите. Поэтому винт не препятствует установке кондукторной плиты на опору, а при повороте его на 90° по часовой стрелке надежно фиксирует ее положение. Для обеспечения свободного доступа развертки к заготовке кондукторную плиту поворачивают на 180°.
2.1.2 Расчет приспособления на точность
При расчёте приспособления на точность определяем величину суммарной погрешности обработки для зенкерования и развертывания по формуле:
![]() , где
Δи – погрешность, обусловленная износом режущего инструмента, мкм;
, где
Δи – погрешность, обусловленная износом режущего инструмента, мкм;
Δсл – поле рассеяния погрешностей обработки, обусловленных такими технологическими факторами случайного характера, как неравномерность припуска, неодинаковая твердость материала заготовки, недостаточная жесткость системы СПИД, а также погрешностью формы детали ([2], табл.3.10);
Δн – погрешность настройки станка, мкм;
εу – погрешность установки заготовки, мкм.
Погрешность, обусловленная износом режущего инструмента, определяется по формуле
 , где u0 –
относительный износ инструмента, мкм/км;
, где u0 –
относительный износ инструмента, мкм/км;
l – путь резания, м
 , где
d – диаметр обрабатываемой поверхности, мм;
, где
d – диаметр обрабатываемой поверхности, мм;
L – расчетная длина обработки с учетом пути врезания и перебега режущего инструмента, мм;
n – количество деталей в настроечной партии, обрабатываемой в период между подналадками станка;
S - продольная подача инструмента мм/об.
Погрешность настройки станка при использовании мерного инструмента определяют по формуле
![]() , где Δин
– погрешность изготовления инструмента, равная допуску на его изготовление ([2],
табл.3.15);
, где Δин
– погрешность изготовления инструмента, равная допуску на его изготовление ([2],
табл.3.15);
Δу.и – погрешность установки режущего инструмента ([2], табл.3.16).
При зенкеровании условия обработки следующие: подача – 0,8 мм/об, обрабатываемый диаметр - Æ5,4Н13, длина обработки – 12мм, настроечная партия – 235шт.
Относительный износ u0=20мкм/км ([2], табл.3.5).
Погрешность обработки, обусловленная размерным износом
Мгновенная погрешность обработки для зенкерования Δсл=90мкм.
Погрешность настройки станка будет равна
![]() .
.
Погрешность установки детали в приспособление в данном случае определяется по формуле
![]() , где
εз – погрешность закрепления;
, где
εз – погрешность закрепления;
eб – погрешность базирования;
εпр=20мкм – среднестатистическая погрешность приспособления.
Погрешность закрепления в данном случае не учитывается, т.к. вектор погрешности закрепления перпендикулярен вектору погрешности установки.
Заготовка позиционируется относительно режущего инструмента с помощью трех конических штырей, поэтому схему установки можно прировнять к установке заготовки на коническую оправку. Погрешность установки на коническую оправку равна нулю.
Тогда
![]()
Тогда, суммарная погрешность обработки составит
![]()
Значение суммарной погрешности обработки не превышает точности изготовления отверстия.
При развертывании условия обработки следующие: подача – 2 мм/об, обрабатываемый диаметр - Æ5,6Н10, длина обработки – 12мм, настроечная партия – 235шт, закрепление развертки плавающее.
Относительный износ u0=8мкм/км ([2],стр.123).
Погрешность обработки, обусловленная размерным износом
Мгновенная погрешность обработки для развертывания Δсл=25мкм.
Погрешность настройки станка будет равна
![]() .
.
Т.к. закрепление развертки плавающее, то погрешность ее установки равна нулю.
Зенкерование и развертывание отверстия производится за один установ, поэтому остаточная погрешность установки детали в приспособление при развертывании составит
εу1=0,05∙εу=1мкм.
Тогда, суммарная погрешность обработки составит
![]()
Значение суммарной погрешности обработки не превышает точности изготовления отверстия.
Допуск на диаметр, на котором расположены отверстия под кондукторные втулки равен
![]() , где
δд – допуск на диаметр, на котором расположены отверстия в детали;
, где
δд – допуск на диаметр, на котором расположены отверстия в детали;
s – зазор посадки инструмента во втулке;
s1 – зазор посадки сменной втулки в постоянной;
ε1=0,05мм – эксцентриситет втулок;
ε – погрешность от перекоса инструмента во втулке
 , где
D – диаметр отверстия во втулке;
, где
D – диаметр отверстия во втулке;
d – диаметр инструмента;
a – расстояние от опорной пластины до кондукторной втулки;
h – высота втулки.
Зазор посадки инструмента во втулке и сменной втулки в постоянной можно определить по формуле
S=Smin+δo+δв,
где Smin – минимальный зазор в соединении;
δо – допуск на охватываемую поверхность;
δв – допуск на охватывающую поверхность.
s=50+18+45=113мкм;
s1=0+18+27=45мкм;
ε=113∙25/30=95мкм;
![]() .
.
2.1.3 Расчет необходимого усилия зажима
Расчёт необходимого усилия зажима производим по схеме приведенной на рисунке 2.2.
По расчётной схеме составляем уравнения статики, из которых выражаем необходимое усилие зажима W.
SМ=0; Мтр+Мкр=0;
Мтр=Fтр∙ ;
;
Fтр=(W+Po)∙f.
Рисунок 2.2 – Расчетная схема для определения усилия зажима детали в кондукторе
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.