обеспечивавшего останов последнего при преждевременном отпускании кнопок двурукого включения,
2. Установкой ограждения вращавшихся частей привода 3. Установкой ограждения вращающихся частей привода автоматизации пресса.
4. Установкой ограждения подвижных частей кривоиипно-шатуного механизма (дверка на передней части станины), сблокированного с электросхемой пресса.
5. Установкой ограждения воздухораспределителя.
6. Двуруким включением, требующим применения обеих рук при пуске пресса и исключавшим травмирование рук в рабочей зоне штампа.
7. Предохранителем от перегрузки.
8. Наличием замков типа автомобильных на включателе цепи управления, дверке ниши режимных переключателей и дверке электрошкафа.
Для полной гарантии безопасности на прессах КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ:
1. Допускать к работе на прессах лиц, не имевших необходимой квалификации и не проведших инструктаж по технике безопасности.
2. Выполнять на прессе технологические операции, усилие и работа которых превышает силовые и технологические возможности пресса, или операции с неизвестным усилием - работой.
3. Работать на неисправном прессе.
4. Работать на прессе со снятыми ограждениями.
5. Устанавливать и налаживать штампы при включенном электродвигателе и вращавшемся маховике.
6. Очищать и обтирать пресс во время работы.
7. Поправлять положения заготовки после нажатия педали или кнопок двурукого включения.
8. Работать на неисправном штампе.
НА КАЖДОЙ ПРЕССЕ ДОЛИНЫ БЫТЬ ВЫВЕШЕНЫ НА ВИДНОМ МЕСТЕ КРАТКИЕ ПРАВИЛА БЕЗОПАСНОСТИ:
1. Не приближайте рук к штампу на ходу пресса.
2. Следите за тем, чтобы рабочее место было свободно от посторонних предметов.
3. Во время работы занимайте удобное положение.
4. Во время работы не отвлекайтесь, выполняйте только операции, указанные в технологической карте.
5. Не производите уборку, протирку пресса во время его работы.
6. При малейшей неисправности вызывайте наладчика или мастера,
7. Ремонт и смену штампов, а также переключение режимов, производите только при выключенном электродвигателе и остановившемся маховике.
Экономическое обоснование проекта .
Критерием совершенства технологического процесса является себестоимость изготавливаемой детали . Также еще одним показателем эффективности является срок окупаемости затрат на изготовление штампов .
Технологическая себестоимость штампуемой детали в общем виде выражается в следующей зависимостью
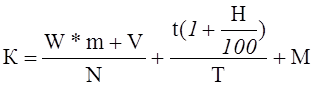 , где К- технологическая
себестоимость изготавливаемой детали , руб;
, где К- технологическая
себестоимость изготавливаемой детали , руб;
m – число штампов , необходимых для изготовления заданой партии деталей , шт.;
N- годовая программа выпуска штампуемых деталей , руб.;
W – стоимость изготовления одного штампа , руб;
V - стоимость изготовления автоматической подачи, руб.;
Т – производительность в смену , шт.;
t – средняя заработная плата рабочего по данной операции за 1 день, руб.;
Н – цеховые накладные расходы за один день , руб. (принимаем как 105% заработной платы производственных рабочих);
М – стоимость материала , определяемая по норме расхода на основании карты раскроя и прейскуранта оптовых цен на материалы .
Срок окупаемости затрат на средства автоматизации подсчитываются по формуле
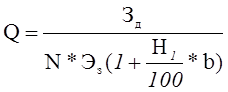
где Q – срок окупаемости затрат в годах ;
N- годовая программа выпуска штампуемых деталей , руб.;
Зд – дополнительные затраты на автоматизацию , принимаемые равными стоимость изготовления автоматической подачи , руб.;
Эз – экономия на производственной заработной плате на одну штампуемую деталь ;
Н1 – установленный процент цеховых накладных расходов, принимаем
Н1=105%.;
B – коэффициент, учитывающий отсутствие экономии по некоторым статьям накладных цеховых расходов, приблизительно равен
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




