последовательно записываются технологический маршрут обработки и все значения элементов припуска. Расчет производим по методике, изложенной в литературе [4].
Суммарное значение пространственных отклонений для заготовки данного типа определяется по формуле:
![]()
где ![]() – удельное коробление
отливок, мкм;
– удельное коробление
отливок, мкм; ![]() =1,5мкм;
=1,5мкм;
Остаточные величины пространственных отклонений ρост, мкм, определим по формуле:
![]() , где КУ – коэффициент уточнения формы. После
фрезерования пространственное отклонение равно КУ=0,04;
, где КУ – коэффициент уточнения формы. После
фрезерования пространственное отклонение равно КУ=0,04;
rост=0,04×210=8,4 мкм.
Расчет минимальных значений припусков Zmin, мкм, проведем по формуле
![]() .
.
для фрезерования:
![]()
Результаты расчетов припусков сведены в таблицу 1.11.
Графа «Расчетный размер» таблицы 1.11. заполняется, начиная с конечного (чертежного) размера последовательным прибавлением расчетного минимального припуска каждого технологического перехода
Zр1=17,3 мм;
Zрзаг=17,3+0,29=17,59 мм.
Значения допусков каждого перехода принимаются по ГОСТам в соответствии с квалитетом того или иного вида обработки.
В графе «Предельный размер» минимальное значение для каждого технологического перехода определяется путем округления расчетного размера увеличением их значений. Округление производим до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода. Наибольшие предельные размеры вычисляем прибавлением допуска к округленному наименьшему предельному размеру.
Предельные значения припусков Zmaxпр, мкм, определяем как разность наибольших предельных размеров и Zminпр, мкм, как разность наименьших предельных размеров предшествующего и выполняемого переходов:
Zmaxпр =19,5-17,52=1,8 мм=1800мкм;
Zminпр =18,5-17,3=1,2 мм=1200 мкм.
Все результаты произведенных расчетов сведены в таблице 1.10.
Общие припуски Zo max , Z0 min , мкм
Zo max =1800мкм;
Z0 min =1200мкм.
Общий номинальный припуск Zо ном, мкм
Z o ном = Z0 min+Нз –Нд, где Нз – нижнее отклонение размера заготовки, мкм;
Нд – нижнее е отклонение чертежного размера детали, мкм;
Z o ном = 1200+400-850=750мкм;
LЗ ном = Lд ном+Zo ном= 17,5+1,5=18,5мм.
Выполним проверку проведенных расчетов:
Zmax 1пр – Zmin 1пр =1800– 1200=600мкм, dзаг – d1 =1000–400 =600 мкм.
Проверка показала правильность расчетов.
Таблица 1.11 – Расчёт припусков и предельных размеров по технологическим переходам на обработку размера 122±1,0мм
|
Технологические переходы обработки поверхности 122±1,0мм |
Элементы припуска, мкм |
Расчётный припуск Zmin, мкм |
Расчётный размер Lp, мм |
Допуск δ, мкм |
Предельный размер, мм |
Предельные значения припусков, мкм |
||||||
|
RZ |
T |
ρ |
ε |
Lmin |
Lmax |
Zmin |
Zmax |
|||||
|
Заготовка |
300 |
15 |
— |
— |
17,875 |
1800 |
19 |
19,8 |
— |
— |
||
|
Точение |
50 |
50 |
1 |
60 |
375 |
17,5 |
1200 |
17,5 |
18,5 |
1200 |
1800 |
|
|
Итого |
— |
— |
— |
— |
— |
— |
— |
— |
— |
1200 |
1800 |
|
На основании данных расчета строим схему графического расположения припусков и допусков по обработке двух торцевых поверхностей (см. рисунок 1.2).
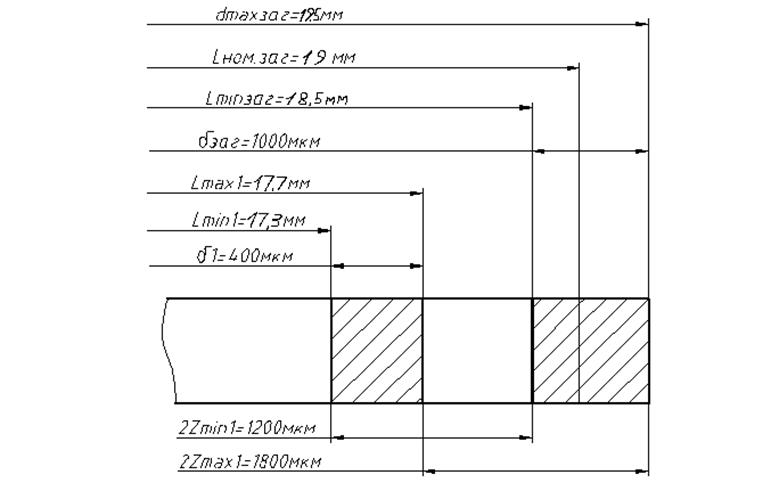
Рисунок 1.2 - Схема графического расположения припусков и допусков на обработку размера 17,5±0,2
1.7 Расчет режимов резания
Расчет режимов резания производим по методике [2] для операции "Горизоетально-фрезерная", а для остальных операций, согласно рекомендациям из [3].
Аналитический метод.
Исходные данные:
Технологический переход – фрезеровать торец.
Диаметр фрезы - D=100 мм.
Глубина резания - t=1 мм.
Подача - S=0,16 мм/об.
Скорость резания
 , где Cv, m, x, y, q, u, p- эмпирические коэффициенты и показатели степени; Cv=85, m=0,15, y=0,4, x=0,5, u=0,1, p=0,1;
, где Cv, m, x, y, q, u, p- эмпирические коэффициенты и показатели степени; Cv=85, m=0,15, y=0,4, x=0,5, u=0,1, p=0,1;
T - период стойкости, мин; T=120 мин;
Kv - коэффициент учитывающий влияние материала заготовки, состояния поверхности, материала инструмента.
Kv=Kmv × Kпv × Kиv , где Kmv - коэффициент учитывающий влияние материала заготовки, Kmv=1;
Kпv - коэффициент учитывающий влияние состояния поверхности, Kпv=0,9;
Kиv - коэффициент учитывающий влияние материала инструмента, Kиv=1.
Kv=1 × 0,9 × 1=0,9.
V=101 м/мин.
Сила резания
 , где Cp, x, y, u, q, w - эмпирические коэффициенты и показатели степени; Cp=68,2, x=0,86, y=0,72, u=1, p=0,86, w=0;
, где Cp, x, y, u, q, w - эмпирические коэффициенты и показатели степени; Cp=68,2, x=0,86, y=0,72, u=1, p=0,86, w=0;
z – число зубьев фрезы, z=20;
n – частота вращения фрезы, n=250;
Kp - коэффициент учитывающий реальные условия резания, Kp=0,81.
Pz=317 Н.
Мощность резания
 ,
,
N=0,56 кВт.
Частота вращения шпинделя
 ,
,
n=308 об/мин., принимаем n=315 об/мин.
Машинное время
 .
.
где Lр.х. - длина рабочего хода, мм.
tМ=0,933 мин.
Опытно-статистическим методом производим расчет режимов резания для операции 010 Горизонтально-фрезерная в соответствии с методикой, изложенной в литературе [ ]. Длина рабочего хода Lр.х , мм
Lр.х=Lрез+y+L доп, где Lрез – длина резания, мм; Lрез=25 мм;
y – длина подвода, врезания и перебега инструмента, мм; y=9 мм;
L доп – дополнительная длина хода, мм; L доп =0 мм;
Lр.х=25+9=34 мм.
Назначаем подачу на зуб по нормативам и уточняем ее по паспорту станка: Sz=0,1мм/об.
Стойкость инструмента Тр, мин
Тр=Тм×l, где Тм – стойкость в минутах машинной работы станка, мин; Тм=120 мин;
l – коэффициент времени резания;
l= Lрез/ Lр.х = 25/34=0,73;
т.к. l>0,7, принимаем Тр»Тм=120 мин.
Скорость резания V, м/мин, принимаем по нормативным таблицам
V=Vтабл×К1×К2×К3, где Vтабл – табличное значение скорости, м/мин; Vтабл=50 м/мин
К1=0,95 – коэффициент, зависящий от обрабатываемого материала;
К2=1,1– коэффициент, зависящий от стойкости инструмента;
К3=0,9 – коэффициент, зависящий от отношения длины резания к диаметру;
V=50×0,95×1,1×0,9=47,025м/мин.
Частота вращения шпинделя n, об/мин
 .
.
Принимаем по паспорту станка n=125 об/мин.
Уточняем скорость резания
![]()

Минутная подача:
![]() ,мм/мин;
,мм/мин;
![]() мм/мин.
мм/мин.
Машинное время обработки tм, мин
Проведем проверочные расчеты по мощности резания. Определим осевую силу резания по нормативам
Ро=Ртабл× Кр, где Ртабл – табличное значение осевой силы резания, кГ; Ртабл= 166 кГ;
Кр – коэффициент, зависящий от обрабатываемого материала, Кр=1,1;
Ро=166×1,1=182,6 кГ.
Определим мощность резания Nрез, кВт, по нормативам
![]() h, где Nтабл –
табличное значение мощности резания, кВт;
h, где Nтабл –
табличное значение мощности резания, кВт;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.