ES = 0,5-(![]() + Кут), (
65 )
+ Кут), (
65 )
а нижнее предельное отклонение (минус)
Ef = 0,5*(![]() + Кут).
(66)
+ Кут).
(66)
Для внутренних поверхностей в этом случае верхнее отклонение (плюс) определяется по формуле (66), а нижнее (минус) -по формуле (65).
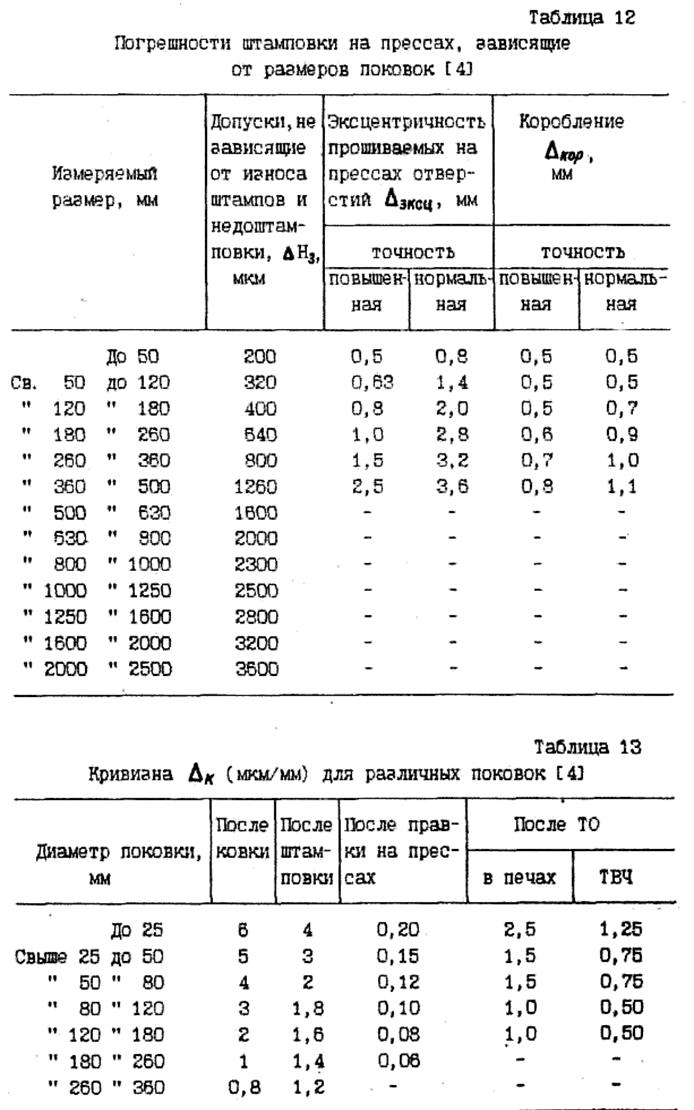
4. Для размеров заготовки, не зависящих .от износа штампов и недоштамповки,
ТН = ![]() + Кут,
(67)
+ Кут,
(67)
где ![]() -
погрешности, которые не зависят от износа штампов и недоштамповки, мкм
(табл.12).
-
погрешности, которые не зависят от износа штампов и недоштамповки, мкм
(табл.12).
При атом верхнее и нижнее предельные отклонения соответственно равны
+-О,5(![]() +КУт),
но не менее 700 мкм.
+КУт),
но не менее 700 мкм.
Общая и местная кривизна заготовки определяется соответственно по формулам
![]() (68)
(68)
![]() (69)
(69)
где ![]() -
удельная кривизна на 1 мм длины заготовки (табл.13), мкм;
-
удельная кривизна на 1 мм длины заготовки (табл.13), мкм;
![]() -
размер по длине от ближайшего торца заготовки до рассматриваемого сечения;
-
размер по длине от ближайшего торца заготовки до рассматриваемого сечения;
L - общая длина заготовки.
Суммарное значение пространственных отклонений определяется по формулам:
для стержневых деталей типа валы ступенчатые, рычаги
![]() (70)
(70)
для деталей типа дисков с просекаемыми центральными отверстиями
![]() , ( 71 )
, ( 71 )
где ![]() -
значение смещения штампов (см. табл. 14,15);
-
значение смещения штампов (см. табл. 14,15);
![]() - эксцентричность прошиваемых
отверстий (см. табл. 12);
- эксцентричность прошиваемых
отверстий (см. табл. 12);
![]() - коробление заготовки (см. табл.
12).
- коробление заготовки (см. табл.
12).
Отклонения расположения торцовых поверхностей определяются по следующим зависимостям: для заготовок
![]() ( 72 )
( 72 )
после механической обработки
![]() ( 73)
( 73)
для промежуточных торцовых поверхностей ступенчатого вала, изготовленного на вертикальной радиально-ковочной машине,
![]() (74)
(74)
для концевых ступеней заготовок
![]() )
)
где ![]() -
отклонения от перпендикулярности на 1 мм длины (табл.16), мкм;
-
отклонения от перпендикулярности на 1 мм длины (табл.16), мкм;
D, d - соответственно наибольший и наименьший диаметры торцовой поверхности, мм;
А - поправочный коэффициент ( А=0,1 - для черновой обработки;А=0,075 - для получистовой обработки; А=0,05 – для чистовой обработки);
I -расстояние от середины ступени наибольшего диаметра до торцовой поверхности, на которой определяется отклонение;
![]() - соответственно
отклонение от перпендикулярности торца и дефекты поверхности, возникающие при отрубке
(табл.17).
- соответственно
отклонение от перпендикулярности торца и дефекты поверхности, возникающие при отрубке
(табл.17).
 |
 |
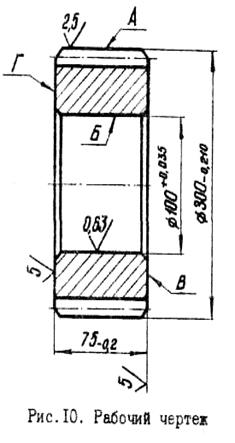
Пример 2. Рассчитать припуски на
обработку наружной поверхности А (ø
![]() ) и внутренней поверхности Б (ø
) и внутренней поверхности Б (ø ![]() )
ведомой цилиндрической шестерни (рис.10).
)
ведомой цилиндрической шестерни (рис.10).
Заготовка получена методом горячей штамповки. Материал заготовки сталь 18ХГТ (ГОСТ 4543-71). Программа выпуска-100000 шт.
Расчет припуска на обработку
поверхности А
Поверхность А обрабатывается на вертикальном токарном многошпиндельном
полуавтомате мод. 1283 при базировании заготовки по ранее обработанному
отверстию ø![]() (поверхность
Е) и торцовой поверхности В. Заготовка устанавливается на разжимную оправку.
(поверхность
Е) и торцовой поверхности В. Заготовка устанавливается на разжимную оправку.
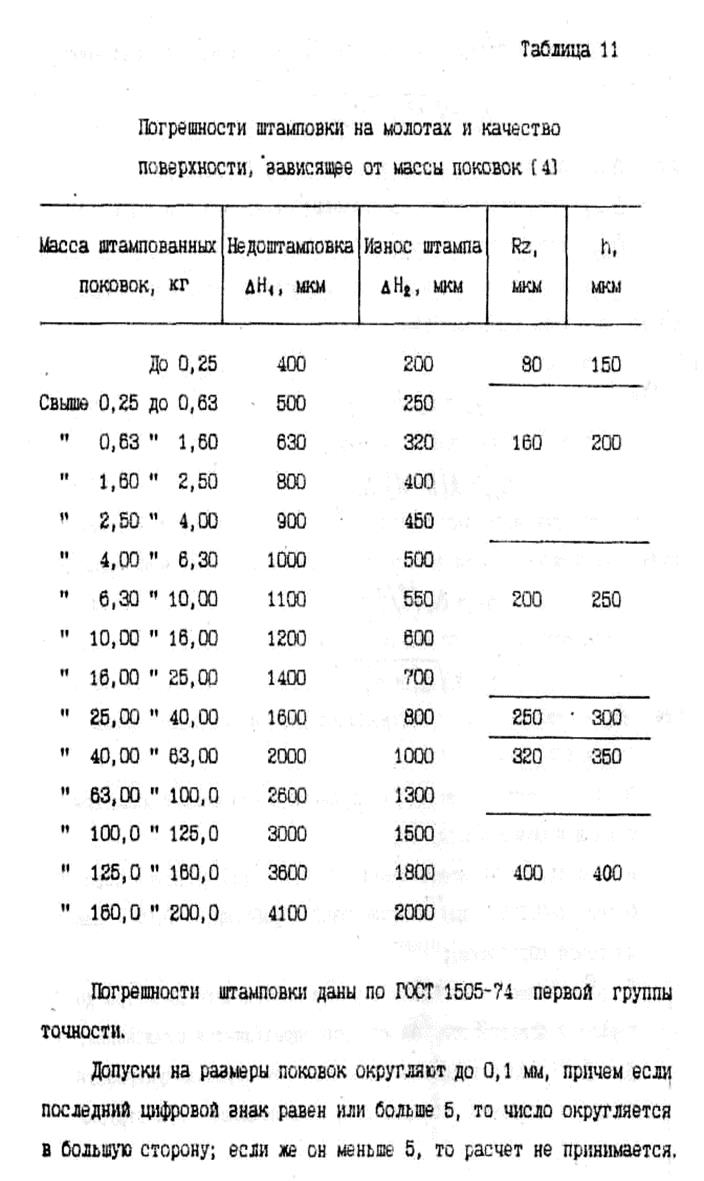
Допуск размера D=300мм заготовки определяется по формулам (61)…(63)
 |
TD = 1600+800+2«80=2560 мкм,
ESD= дН,+ О.БКут = 1600 + 80 = 1680 МКМ,
EID= ДН1+ 0,5Кут = 800 + SO - 880 мкм.
Учитывая рекомендации (см. табл. 11), окончательно принимаем: TD=3000 мкм; ESD=2000 мкм; EID=1QOOмкм.
Качество поверхностного слоя заготовки выбирается по табл. 11, т.е. Rzi-1+ hi-1= 250 + 300 = 550 мкм, а суммарное значение пространственной погрешности вычисляется по формуле (71), составляющие которой выбираются по табл. 12 и 15.
![]() =
= ![]() = 1800
МКМ.
= 1800
МКМ.
Погрешность установки ![]() в данном случае определяется погрешностью
индексации поворотного стола (
в данном случае определяется погрешностью
индексации поворотного стола (![]() = 50 мкм), так как при
принятой схеме базирования
= 50 мкм), так как при
принятой схеме базирования ![]() =0,
=0,
![]() =0, т. е.
=0, т. е. ![]() = 50 мкм.
= 50 мкм.
Для достижения требуемой точности размера (03ОО.оИО) и качества обрабатываемой поверхности А предусматривается черновое и чистовое точение твердосплавными резцами.
Значения величин элементов припуска для каждого перехода выбираются по табл. 18, 19 и приведены в табл. 20:
![]() 0,06-1800
0,06-1800![]() 100 мкм;
100 мкм;
![]() =
=![]() = 50 МКМ.
= 50 МКМ.
Тогда припуск для чернового точения
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.