![]() (42)
(42)
![]() (43).
(43).
При обработке внутренних поверхностей (рис.8,6) аналогично получим:
![]() (44)
(44)
![]() (45)
(45)
![]() (46)
(46)
![]() (47)
(47)
![]() (48)
(48)
![]() (49)
(49)
![]() (50)
(50)
где ![]() -наибольший
предельный размер обрабатываемого отверстия по чертежу;
-наибольший
предельный размер обрабатываемого отверстия по чертежу;
![]() -
минимальные технологические припуски на сторону по операциям;
-
минимальные технологические припуски на сторону по операциям;
![]() -
соответственно допуски на исходную заготовку, технологические промежуточные
размеры и готовую деталь.
-
соответственно допуски на исходную заготовку, технологические промежуточные
размеры и готовую деталь.
Анализ схем расположения полей допусков (см. рис. 8)позволяет установить, что
 (51)
(51)
 (52)
(52)
где к - число операций, предусмотренных технологическим процессом обработки данной поверхности.
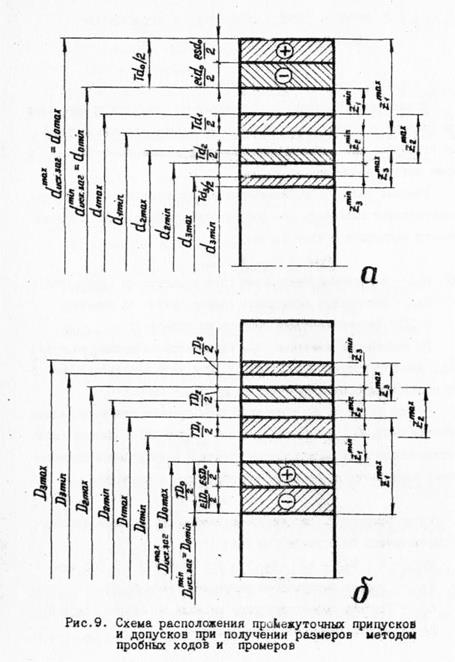
Для построения схемы расположения промежуточных припусков и допусков на промежуточные и исходные размеры заготовки при многопроходной обработке по методу пробных ходов и промеров (рис.9) воспользуемся предельными размерами готовой детали, заданными чертежом.
Если к наименьшему предельному
размеру готовой детали ![]() прибавить минимальный припуск
прибавить минимальный припуск ![]() и допуск Td3 на чистовую
обработку, то получим значение наименьшего предельного размера заготовки после
предшествующей обработки, т. е.
и допуск Td3 на чистовую
обработку, то получим значение наименьшего предельного размера заготовки после
предшествующей обработки, т. е.
![]() (53)
(53)
Аналогично могут быть найдены наименьшие предельные размеры по всем технологическим переходам механической обработки рассматриваемой поверхности
![]() (54)
(54)
![]() (55)
(55)
Наибольшие предельные размеры заготовки по всем технологическим переходам вычисляются по следующей зависимости:
![]() (56)
(56)
где i - номер рассматриваемого перехода.
Вычисления начинают с последнего перехода, который гарантирует получение заданного размера готовой детали.
При обработке внутренних поверхностей (см. рис. 9) аналогично определяем наибольшие предельные размеры, начиная с размера готовой детали по чертежу:
![]() (57)
(57)
![]() (58)
(58)
![]() (59)
(59)
Тогда наименьшие предельные размеры заготовки по всем технологическим переходам вычисляются по формуле
![]() (60)
(60)
Вычисления, предусмотренные в табл. 2 и 3 целесообразно выполнять с заполнением специальной карты (табл. 4).
По наибольшему припуску определяют максимальную силу резания, которая необходима для расчета режущего инструмента, мощности станка и силы закрепления заготовки в приспособлении.
По среднему припуску определяют стойкость режущего инструмента при выборе режимов резания.
Допуски на выполняемые технологические переходы выбираются по справочным таблицам [4].
 |
2.1.2. ПРИМЕРЫ РАСЧЕТА ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
2.1.2.1. Заготовки из проката
Сталь калиброванная и горячекатаная круглая применяется для гладких и ступенчатых валов с небольшим перепадом диаметров ступеней, для деталей типа стаканов диаметром до 50 мм, а также втулок диаметром до 25 мм.
Гладкие валы, обрабатываемые из калиброванной стали, непосредственно шлифуются на бесцентрово-шлифовальных станках. Диаметр заготовки в этом случае
![]()
где ![]() -
наименьший предельный размер заготовки (расчетный);
-
наименьший предельный размер заготовки (расчетный);
![]() - наименьший предельный размер детали по
чертежу;
- наименьший предельный размер детали по
чертежу;
![]() - расчетный общий припуск на обработку.
- расчетный общий припуск на обработку.
По найденному значению ![]() выбирается ближайший по сортаменту
диаметр прутка
выбирается ближайший по сортаменту
диаметр прутка ![]() (табл. 5). При этом
действительный общий припуск на обработку будет
(табл. 5). При этом
действительный общий припуск на обработку будет
![]() =
= ![]() -
-![]()
Пример 1. Пусть по чертежу заданы размеры гладкого валика
(диаметр d=27,35-0,013 мм, общая Длина L=100 мм). Данный валик изготавливается из калиброванной стали и подвергается бесцентровому шлифованию до термической обработки и после нее.
Тогда припуск на бесцентровое шлифование до термообработки определяется по формуле (см. табл. 1)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.