Таблица 3
Порядок расчета припусков на обработку и предельных размеров по
технологическим переходам (метод пробных ходов и примеров)
|
Для наружных поверхностей |
Для внутренних поверхностей |
||
|
1 |
2 |
||
1. Для обрабатываемой заготовки наметить установочные базы и технологический маршрут обработки
2.Записать в расчетную карту (табл.4) элементарные поверхности и последовательный порядок технологических переходов обработки по каждой из них
3.Записать значения
![]()
4.Определить расчетные значения припусков на обработку 2Zmin по всем технологическим переходам
|
5. Записать для конечного перехода в графу "Расчетный размер" наименьший предельный размер детали по чертежу 6. Для перехода, предшествующего конечному, определить расчетный размер прибавлением к наименьшему предельному по чертежу расчетного припуска 2Zmin и допуска 7. Последовательно определить
расчетные размеры для каждого предшествующего перехода прибавлением к
расчетному размеру расчетного припуска 2Zmin и допуска 8.Записать наименьшие предельные размеры по всем технологическим переходам, округляя их увеличением расчетных размеров |
5. Записать для конечного перехода в графу "Расчетный размер" наименьший предельный размер детали по чертежу 6. Для перехода, предшествующего конечному, определить расчетный размер прибавлением к наименьшему предельному по чертежу расчетного припуска 2Zmin и допуска 7. Последовательно определить
расчетные размеры для каждого предшествующего перехода прибавлением к
расчетному размеру расчетного припуска 2Zmin и допуска 8.Записать наименьшие предельные размеры по всем технологическим переходам, округляя их увеличением расчетных размеров |
|
ПРИМЕЧАНИЕ: Округление производить до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода. |
|
|
9.Определить наибольшие предельные размеры прибавлением допуска к округленному наименьшему предельному размеру 10.Записать предельные значения припусков:
|
9.Определить наибольшие предельные размеры прибавлением допуска к округленному наименьшему предельному размеру 10.Записать предельные значения припусков
|
|
11. Определить общие припуски: |
|
|
|
|
|
12.Проверить правильность произведенных расчетов по следующим формулам: |
|
|
|
|
|
13.Определить общий номинальный припуск по формулам: |
|
|
|
|
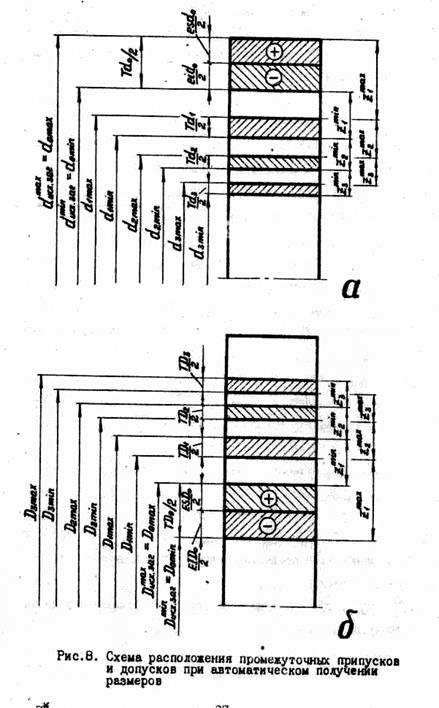
Для построения схемы расположения промежуточных припусков и допусков на промежуточные и исходные размеры заготовки при многопроходной обработке на предварительно настроенных станках (рис.8) воспользуемся предельными размерами готовой детали, заданными чертежами. Эти размеры должны быть получены при реализации последней технологической операции.
Если к наименьшему предельному
размеру готовой детали ![]() (при обработке наружных
поверхностей - рис. 8,а) прибавить минимальный припуск на чистовую обработку
(при обработке наружных
поверхностей - рис. 8,а) прибавить минимальный припуск на чистовую обработку ![]()
![]() , то получаем наименьший
предельный размер заготовки после получистовой обработки
, то получаем наименьший
предельный размер заготовки после получистовой обработки
 |
![]() ( 37 )
( 37 )
Аналогично могут быть найдены наименьшие предельные размеры заготовки после черновой обработки и перед ней (размер исходной заготовки):
![]() (38)
(38)
![]() (39)
(39)
Наибольшие предельные размеры
заготовки по технологическим операциям ![]() и
исходной заготовки
и
исходной заготовки ![]() получаются прибавлением к
соответствующим наименьшим предельным размерам технологических допусков Td3,
Td4, Td1 и Td0:
получаются прибавлением к
соответствующим наименьшим предельным размерам технологических допусков Td3,
Td4, Td1 и Td0:
![]() (40)
(40)
![]() (41)
(41)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.