![]() = 4700 мкм, а для чистового
= 4700 мкм, а для чистового
![]() = 620 МКМ.
= 620 МКМ.
Промежуточные размеры заготовки вычисляются по формулам (37)... (43), предусматривающим автоматическое получение размеров на настроенных станках. Результаты расчетов приведены в табл. 20.
Номинальный размер заготовки ø![]() мм.
мм.
Расчет припуска на обработку внутренней поверхности Б Поверхность Б обрабатывается на станке мод. 1283 при базировании заготовки по необработанным поверхностям А и В (см. рис. 10). Заготовка закрепляется в самоцентрирующем трехкулачковом патроне с гидравлическим приводом.
Допуск размера D1 = 100 заготовки может быть определен по зависимости
TD1= 0,5*( TD + TD'1 = 0,5-( 3000 + 350 ) = 1675 мкм, где TD - допуск заготовки по наружному диаметру;
TD'1- допуск отверстия после чернового растачивания.
Окончательно принимаем TD1 = 300 мкм.
Качество поверхностного слоя
заготовки ![]() = 550 мкм (см. табл. 11), суммарная
пространственная погрешность (см. табл. 12, 15)
= 550 мкм (см. табл. 11), суммарная
пространственная погрешность (см. табл. 12, 15)
![]() =
= ![]() 1200
МКМ, а погрешность установки заготовки
1200
МКМ, а погрешность установки заготовки
![]() = 300 мкм.
= 300 мкм.
Для достижения требуемых
параметров точности и качества поверхности Б отверстия ø![]() предусматривается
черновое, чистовое и тонкое растачивание. Элементы припуска для каждого
перехода в этом случае выбираются по табл. 19 и приведены в табл. 20: после
чернового растачивания.
предусматривается
черновое, чистовое и тонкое растачивание. Элементы припуска для каждого
перехода в этом случае выбираются по табл. 19 и приведены в табл. 20: после
чернового растачивания.
![]() 70 МКМ;
70 МКМ;
![]() =
=![]() = 50 мкм;
= 50 мкм;
после чистового растачивания
![]() мкм;
мкм;
![]() =
=![]() = 50 мкм.
= 50 мкм.
Тогда припуск для чернового растачивания
![]() = 2*( 250+300+
= 2*( 250+300+ ![]() ) =
3574
) =
3574![]() 3600 мкм;
3600 мкм;
для чистового растачивания
![]()
![]() = 2*( 100+100+
= 2*( 100+100+ ![]() )
) ![]() 570 мкм;
570 мкм;
для тонкого растачивания
![]() = 2*( 25+25+50 ) = 200 мкм.
= 2*( 25+25+50 ) = 200 мкм.
Промежуточные размеры отверстия вычисляются по формулам (44)... (50) и приведены в табл.20.
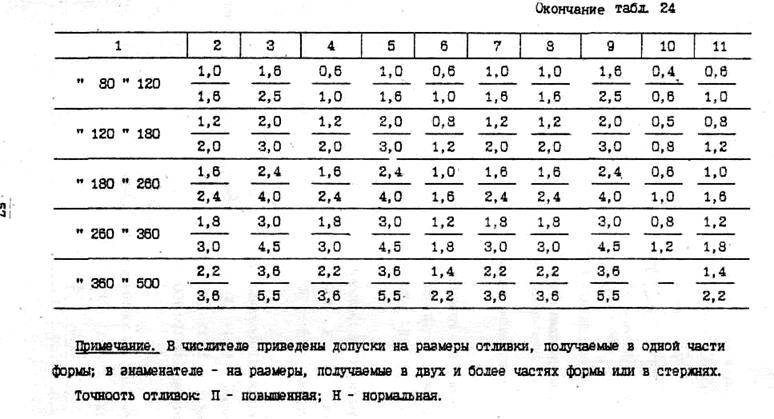
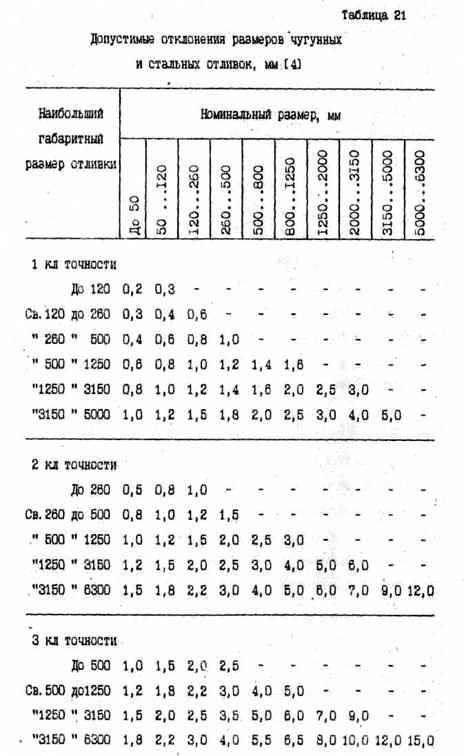
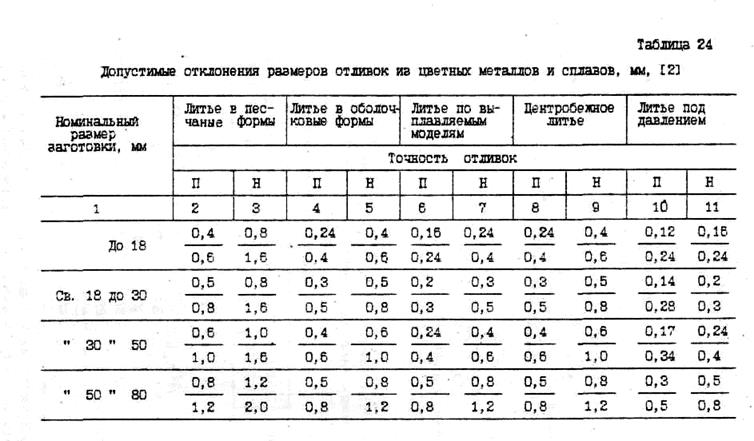
2.1.2.3. Литые заготовки
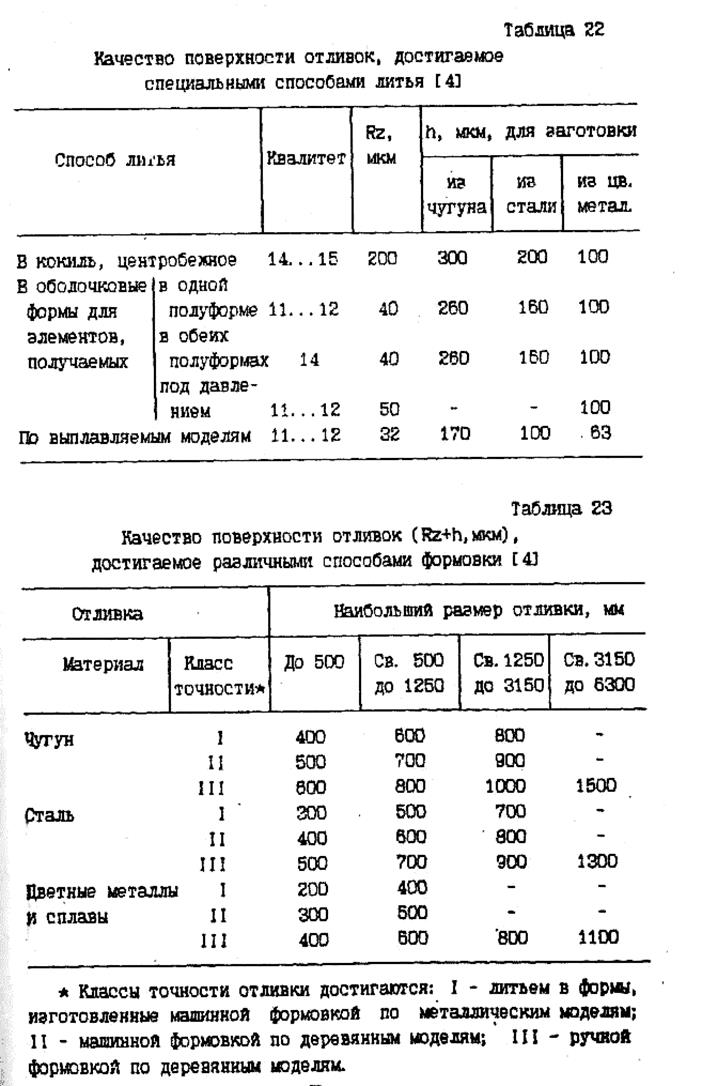
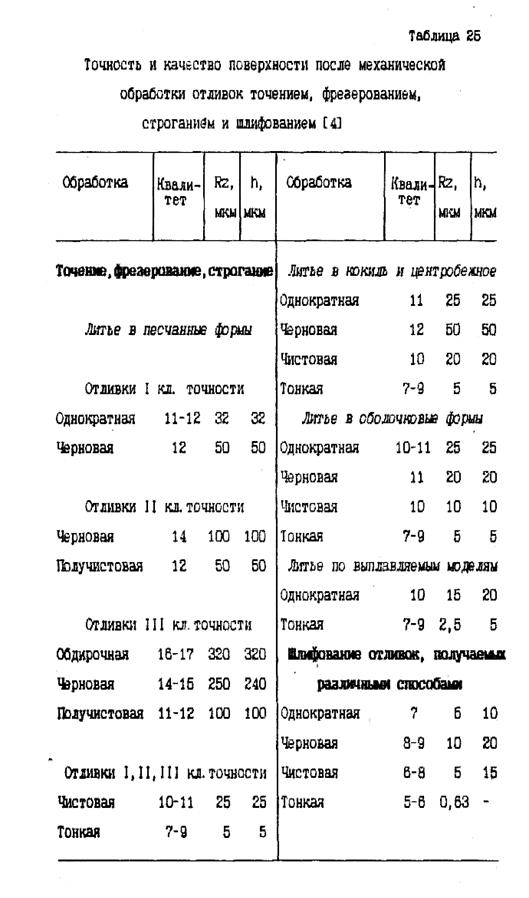
Допуски на размеры литых заготовок зависят от размеров отливок и способа их отливки. Они выбираются по данным табл. 21, 24. Качество поверхности отливок приведено в табл. 22 и 23.
Пространственные отклонения литых заготовок определяются размером их коробления, который зависит от жесткости этих заготовок.
Коробление черной заготовки
![]() (76)
(76)
где ![]() -
удельное коробление, мкм/мм (для плит
-
удельное коробление, мкм/мм (для плит ![]() = 2...
3; для корпусных деталей
= 2...
3; для корпусных деталей ![]() = 0,7. ..1,0);
= 0,7. ..1,0);
L - наибольший размер заготовки, мм.
После первого технологического перехода механической обработки пространственная погрешность вычисляется по зависимости
![]() (77)
(77)
При выдерживании размера от черной базы допуск на размер THi = 0,5*( ТН1 + ТН'1 ), (78)
где ТН1- допуск на размер черной заготовки;
ТН'1- допуск на этот же размер после выполнения 1-го перехода механической обработки (табл. 25).
Общие припуски на размеры заготовки, полученные в результате расчета, должны быть скорректированы с учетом следующих дополнений: назначают необходимые по технологии литья напуски, проверяют радиусы литых галтелей.
 |
 |
|
|
2.1.2. 4. Обработка отверстий
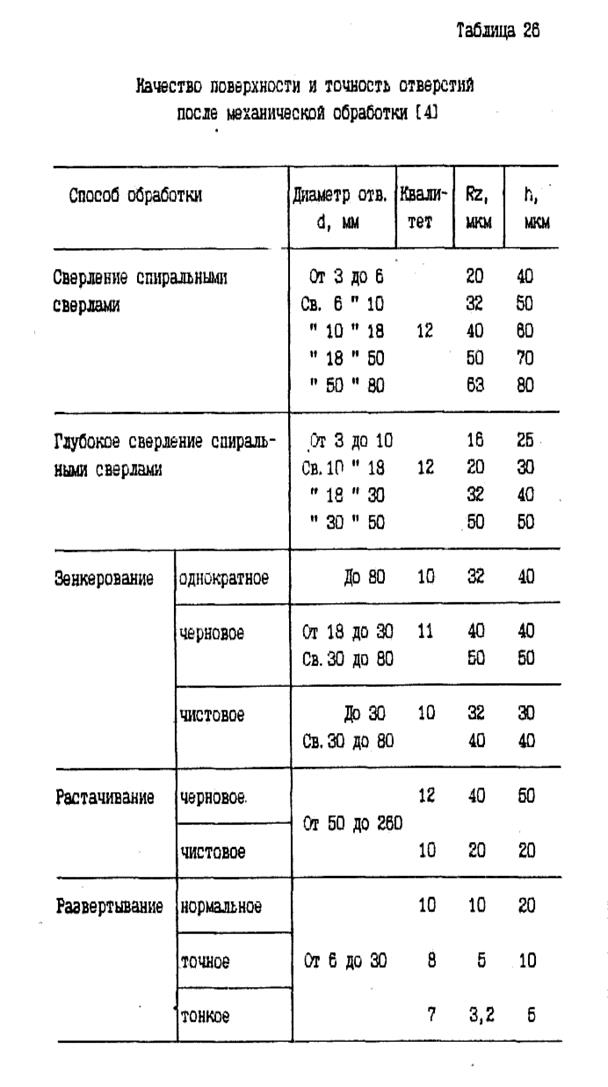
Качество поверхности и допуски на обработанное отверстие назначаются независимо от типа деталей по табл. 26,27.
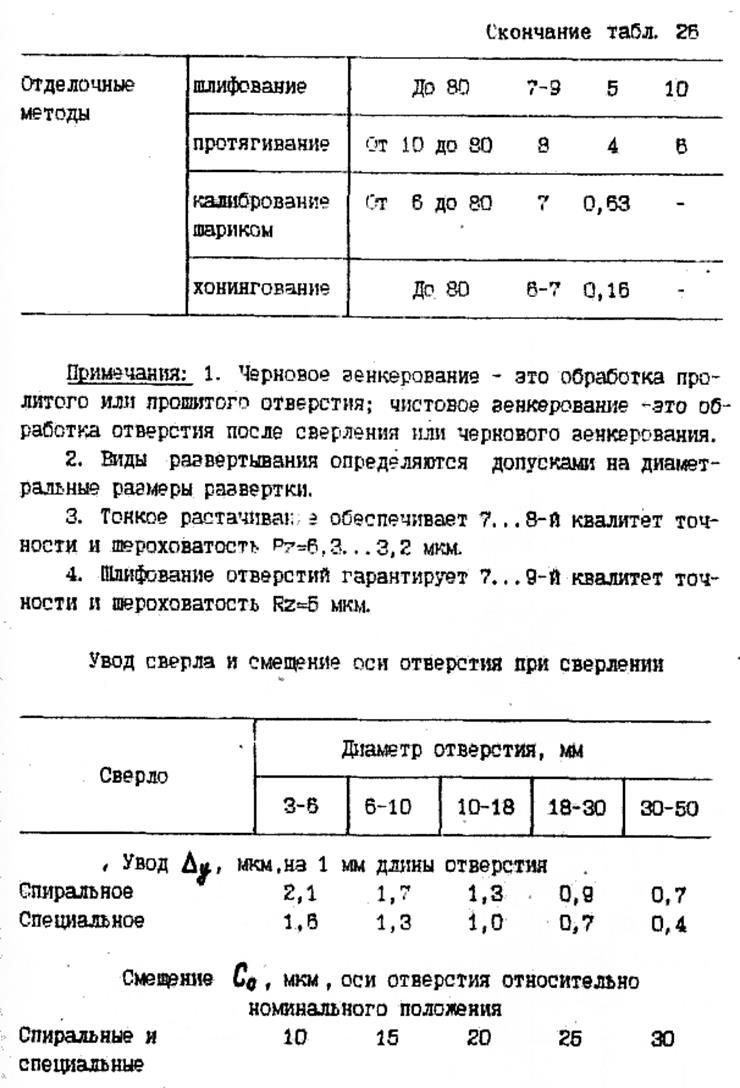
Суммарное значение пространственных отклонений определяются по формуле
![]()
где C0 - начальное смешение оси отверстия (табл. 2В);
![]() -удельное
значение увода оси отверстия, мкм/мм (табл.26)
-удельное
значение увода оси отверстия, мкм/мм (табл.26)
I - длина отверстия, мм.
Допуски на размеры 3... 500 мм выбираются по табл. 27 с учетом требуемого квалитета точности.
 |
 |
 |

2. 2. ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВОК НА СТАНКАХ
Погрешность установки заготовок в
приспособлениях ![]() вычисляют с учетом погрешности
базирования
вычисляют с учетом погрешности
базирования ![]() , погрешности закрепления
, погрешности закрепления ![]() заготовок и погрешности изготовления и
износа опорных элементов приспособления
заготовок и погрешности изготовления и
износа опорных элементов приспособления ![]() . Она
определяется как
предельное поле рассеивания положений измерительной поверхности относительно
поверхности отсчета в направлении выдерживаемого размера:
. Она
определяется как
предельное поле рассеивания положений измерительной поверхности относительно
поверхности отсчета в направлении выдерживаемого размера:
![]() =
=![]() (79)
(79)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.