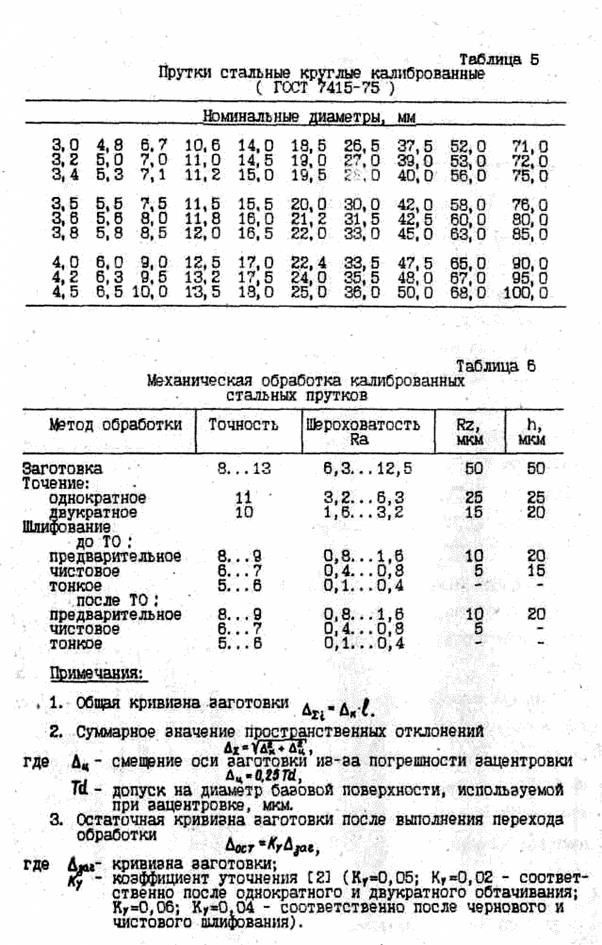
![]() = 2-( 50+50+50 ) = 300 мкм, где. Rzi-1 - высота неровностей заготовки
(табл.б);
= 2-( 50+50+50 ) = 300 мкм, где. Rzi-1 - высота неровностей заготовки
(табл.б);
hi-1- глубина дефектного слоя металла заготовки (табл. 6);
![]() - пространственное отклонение,
- пространственное отклонение,
![]() =
=![]() 1,0*50 = 50 мкм,
1,0*50 = 50 мкм,
![]() -
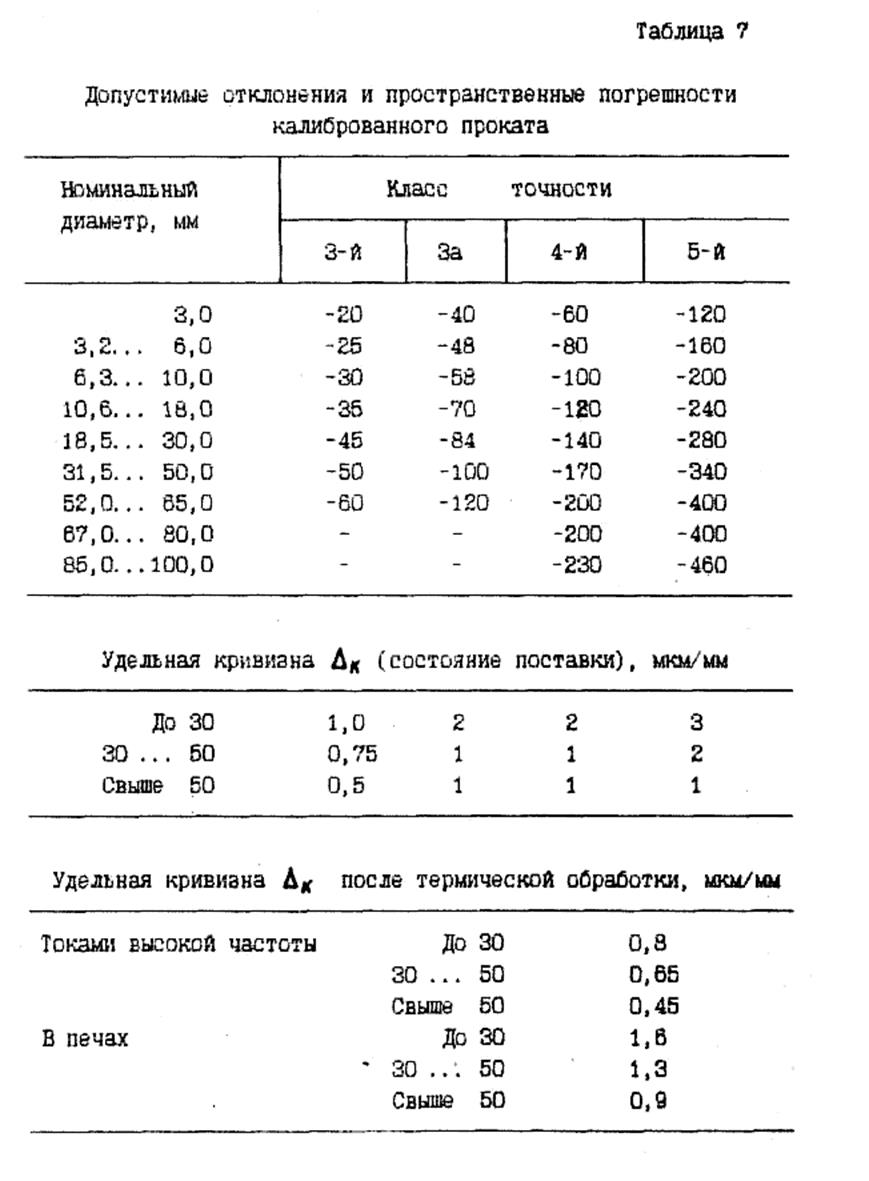
удельная кривизна заготовки (табл. 7);
-
удельная кривизна заготовки (табл. 7);
l - длина заготовки.
При бесцентровом шлифовании после термической обработки поверхностный слой должен быть по возможности сохранен. Поэтому припуск под шлифование после термообработки определим по формуле
![]() = 2*( 10+40 ) = 100 МКМ, гДе Rzi-1 = 10 мкм (см. табл. 6);
= 2*( 10+40 ) = 100 МКМ, гДе Rzi-1 = 10 мкм (см. табл. 6);
![]() =
=![]() 40 мкм;
40 мкм;
![]()
![]() - удельная кривизна после ТО (см. табл. 7).
- удельная кривизна после ТО (см. табл. 7).
Общий припуск на обработку
![]() = 400 мкм.
= 400 мкм.
Наименьший предельный размер заготовки (расчетный)
![]() = 27,337
+ 0,400 = 27,737 мм.
= 27,337
+ 0,400 = 27,737 мм.
Принимаем размер заготовки по
стандарту (см. табл. 5) ![]() = 28 мм.
= 28 мм.
Тогда наименьший размер заготовки
![]() 28 - 0,045 = 27,955 мм, а общий припуск
28 - 0,045 = 27,955 мм, а общий припуск
![]() = 28 - 27,35 = 0,65 мм;
= 28 - 27,35 = 0,65 мм;
![]() = 27,955 - 27,337 = 0,618 MM.
= 27,955 - 27,337 = 0,618 MM.
Проверяем произведенные расчеты по формуле (см. табл. 2)
![]() -
-![]() =
=![]()
т.е. 650 - 618 = 45 - 13 = 32, а затем заполняем расчетную карту
(см. табл. 4).
Если при обработке валика требуемая точность достигается методом пробных ходов и промеров, то для определения предельных размеров заготовки по всем технологическим переходам воспользуемся данными табл. 3.
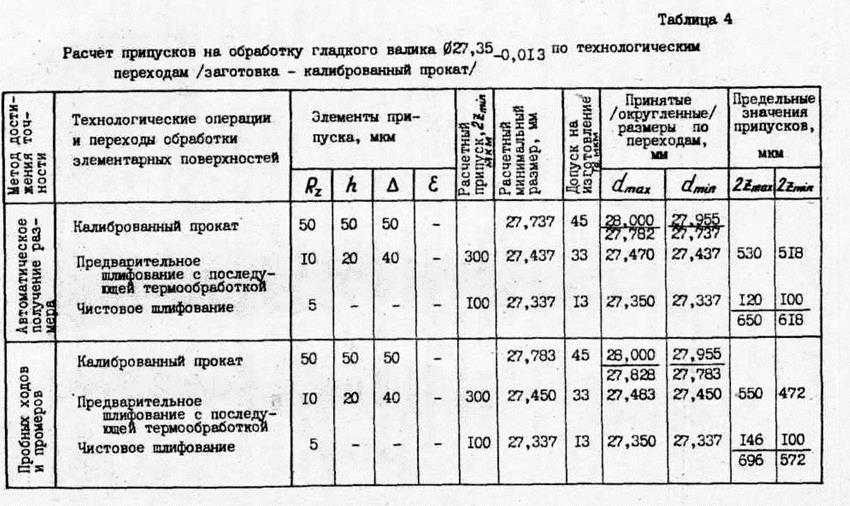
Тогда минимальный размер заготовки после предварительного шлифования
![]() = 27,337+0,013+0,1=27,450 мм, диаметр заготовки
= 27,337+0,013+0,1=27,450 мм, диаметр заготовки
![]() = 27,450+0,033+0,3=27,783 мм.
= 27,450+0,033+0,3=27,783 мм.
Максимальные размеры заготовок соответственно равны:
![]() = 27,337 + 0,013 = 27,350 мм,
= 27,337 + 0,013 = 27,350 мм,
![]() = 27,450 + 0,033 - 27,483 мм,
= 27,450 + 0,033 - 27,483 мм,
![]() = 27,783 + 0,045 " 27,828 мм.
= 27,783 + 0,045 " 27,828 мм.
Анализ полученных результатов показывает, что в качестве исходной заготовки можно принять пруток калиброванный с размером (см. табл. 5 и 7)
![]() =
= ![]() мм.
мм.
Проверка результатов расчета припуска подтвердила их правильность
(см. табл. 4), так как
![]() =550 - 472 = 33 + 45 = 78 мкм;
=550 - 472 = 33 + 45 = 78 мкм;
![]() =146 - 100 = 13 + 33 = 46 МКМ;
=146 - 100 = 13 + 33 = 46 МКМ;
![]() =696. - 572 = 2-33+45+13=124 МКМ.
=696. - 572 = 2-33+45+13=124 МКМ.
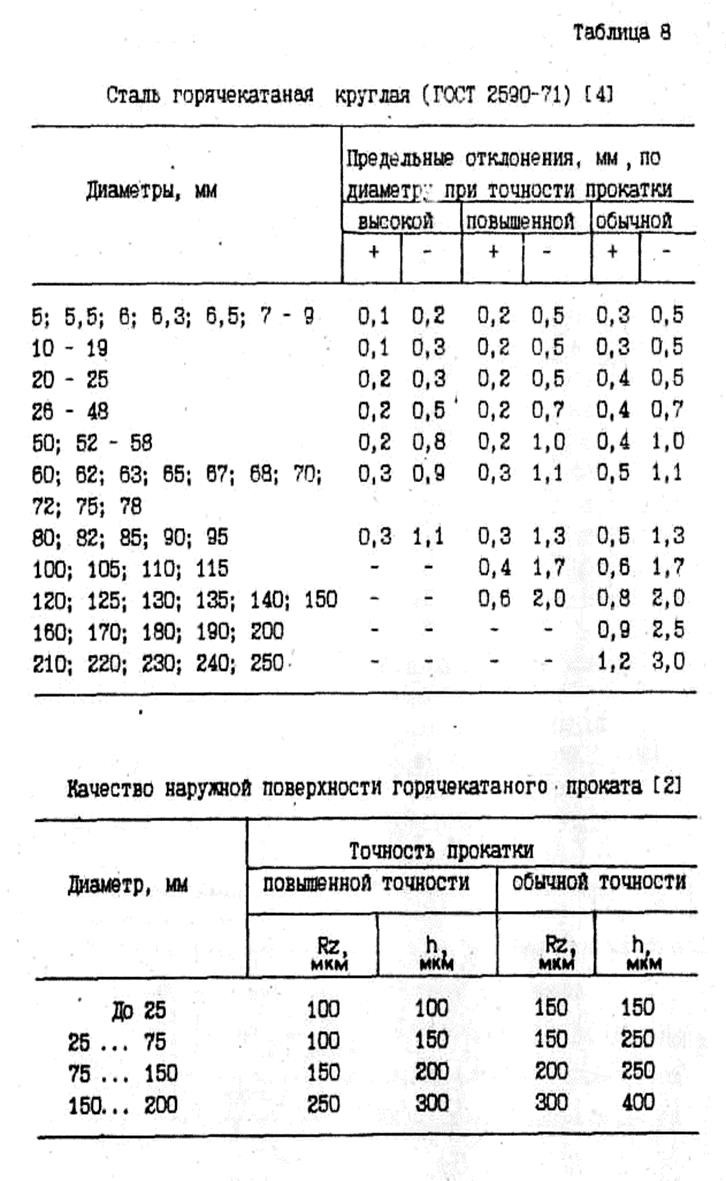
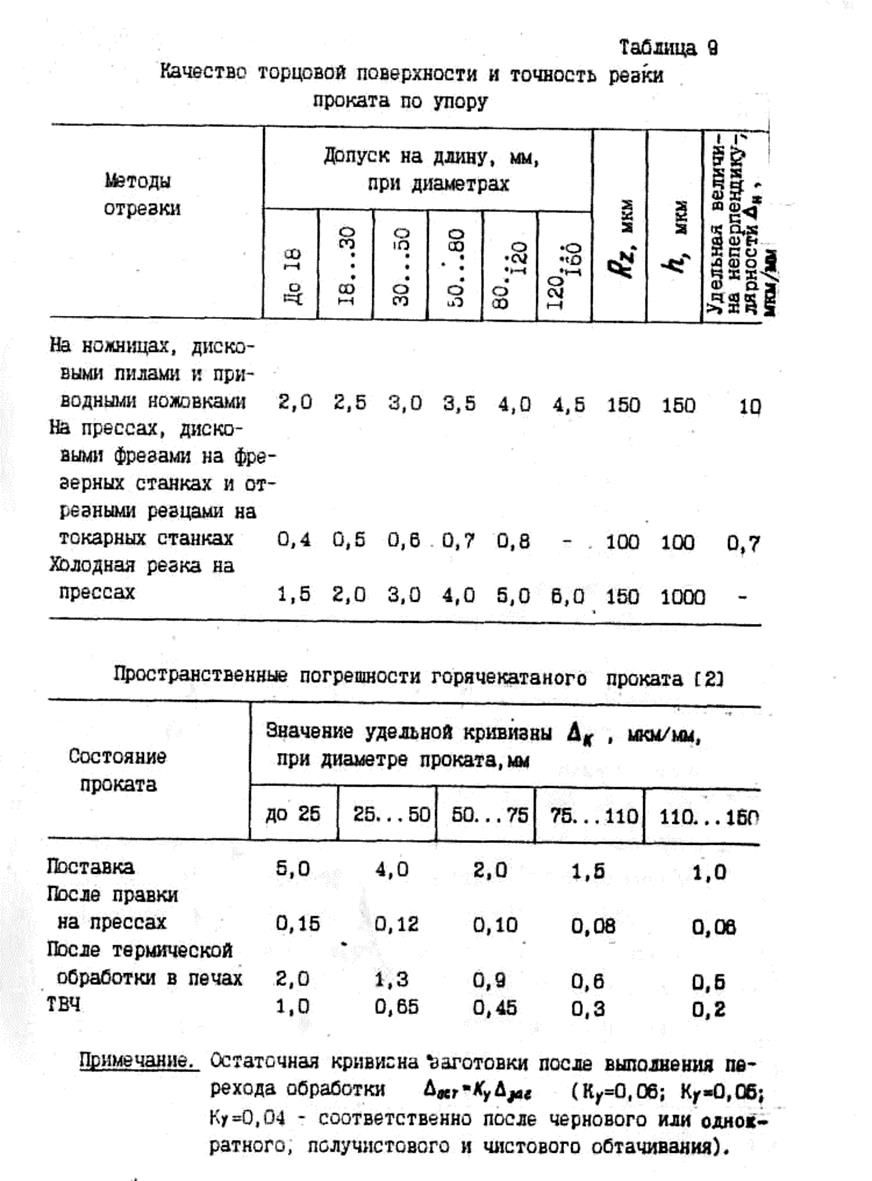
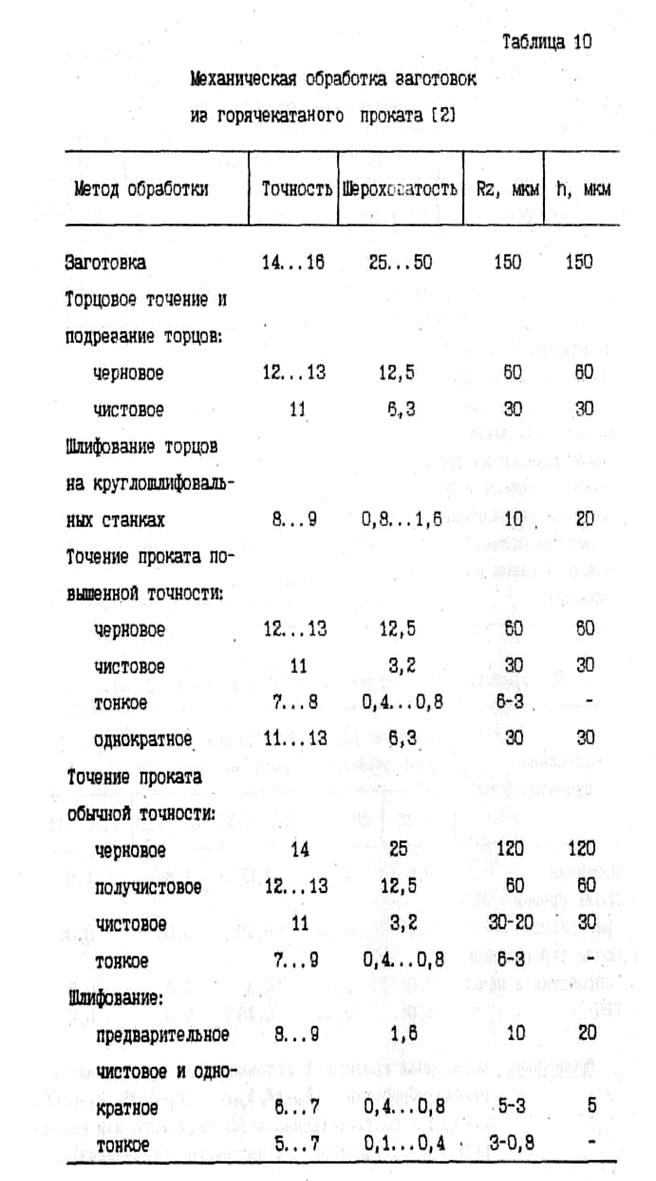
Гладкие валы, обрабатываемые из проката обычной и повышенной точности, предварительно обтачивают, а затем, если требуется, шлифуют. Исходные данные в этом случае выбирают по табл. 8... 10.
При обработке ступенчатых валов из проката обычной точности расчет припусков ведется по ступени наибольшего диаметра, а остальные ступени обрабатываются с напуском. Если напуск не может быть снят га один проход, то 60 % его удаляют на первом и 40 % на втором переходах. Дальнейшая обработка этих шеек идет без напуска.
 |
 |
 |
 |
 |
2.1.2.2. Штампованные заготовки
При расчете припусков на штампованные заготовки учитывается кривизна заготовок, смещение в плоскости разъема штампа, недоштамповка заготовок, отклонения торцовых поверхностей и их расположения, уклоны и радиусы переходов.
Допуски ТН для штампованных заготовок определяются по следующим формулам (1).
1.Для размеров заготовки Н, обусловливающих недоштамповку и двусторонний износ штампов,
![]() =
=![]() (61)
(61)
где ![]() -
погрешность недоштамповки, мкм;
-
погрешность недоштамповки, мкм;
![]() - допускаемый
износ штампа, включая погрешность обработки окончательного ручья штампа (табл.
11);
- допускаемый
износ штампа, включая погрешность обработки окончательного ручья штампа (табл.
11);
Кут - колебание усадки заготовки по температурному интервалу штамповки, мкм (Кут=2Н);
Н - измеряемый размер в направлении усадки, мм.
При этом верхнее предельное отклонение, принимаемое со знаком "+",
ES = ![]() + 0,5*Кут, (62)
+ 0,5*Кут, (62)
а нижнее предельное отклонение, принимаемое со знаком "-" ,
EI = ![]() + 0,5*Кут. (63)
+ 0,5*Кут. (63)
2.Для штамповок, имеющих углубления, допуски на глубину и на размеры для внутренних поверхностей определяются по формуле (61). При этом верхнее предельное отклонение (плюс) определяется по формуле (63), а нижнее предельное отклонение (минус) - по формуле (62).
3.Для размеров заготовки, обусловливающих односторонний износ штампов, т. е. параллельных плоскости разъема штампов,
ТН = 0,5*(![]() +
+![]() ) + Кут.
) + Кут.
При этом верхнее предельное отклонение (плюс)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.