 |
 |
Операционные припуски рассчитывают после детального выяснения условий и особенностей выполнения технологических процессов получения заготовки и последующей обработки резанием.
Во всех случаях установленный минимальный припуск не должен быть меньше минимальной толщины стружки, которую может снять режущий инструмент. Так, при скоростном точении остро заточенным резцом минимальная толщина стружки б мкм. По мере затупления резца и увеличения радиуса скругления режущей кромки минимальная толщина стружки возрастает от 20 до 50 мкм. При других видах обработки толщина стружки может быть больше (фрезерование) или меньше (абразивная обработка) отмеченных величин.
Изложенный расчетно-аналитический метод определения припусков применяется при проектировании исходных заготовок и отдельных операций технологического процесса в условиях массового и крупносерийного производства, а также процессов обработки крупных и особенно ответственных деталей серийного и даже единичного производства.
2.1.1. РАСЧЕТ ПРОМЕЖУТОЧНЫХ И ИСХОДНЫХ РАЗМЕРОВ ЗАГОТОВКИ
Предельные размеры заготовки по всем технологическим операциям (переходам) определяют на основе расчета промежуточных припусков. Порядок этих райчетов приведен в табл. 2 и 3.
Таблица 2
Порядок расчета припусков на обработку и предельных размеров по
технологическим переходам (на настроенном станке)
|
Для наружных поверхностей |
Для внутренних поверхностей |
||
|
1 |
2 |
||
1. Для обрабатываемой заготовки наметить установочные базы и технологический маршрут обработки
2.Записать в расчетную карту (табл.4) элементарные поверхности и последовательный порядок технологических переходов обработки по каждой из них
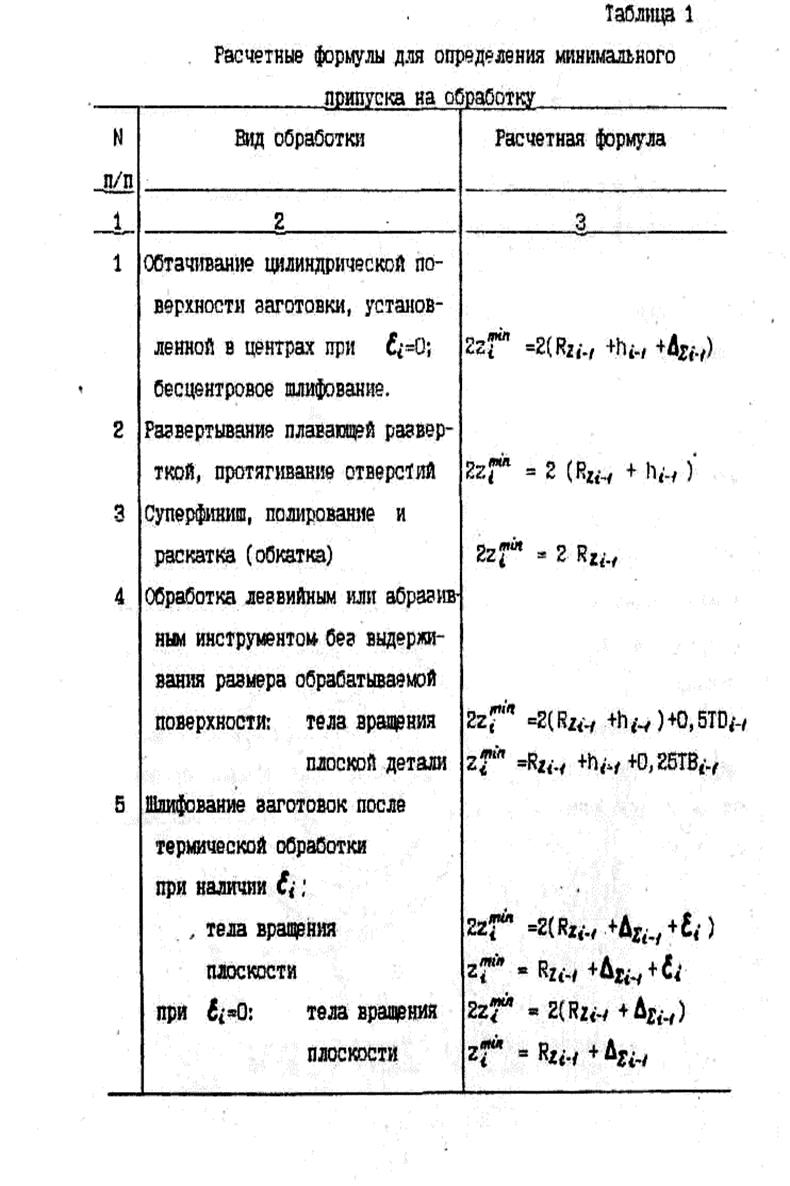
3.Записать значения
![]()
4.Определить расчетные значения припусков на обработку по всем технологическим переходам
|
5. Записать для конечного перехода в графу "Расчетный размер" наименьший предельный размер детали по чертежу 6. Для перехода, предшествующего конечному, определить расчетный размер прибавлением к наименьшему предельному по чертежу расчетного припуска 2Zmin 7. Последовательно определить расчетные размеры для каждого предшествующего перехода прибавлением к расчетному размеру расчетного припуска 2Zmin следующего за ним смежного перехода 8.Записать наименьшие предельные размеры по всем технологическим переходам, округляя их увеличением расчетных размеров |
5. Записать для конечного перехода в графу "Расчетный размер" наименьший предельный размер детали по чертежу 6. Для перехода, предшествующего конечному, определить расчетный размер прибавлением к наименьшему предельному по чертежу расчетного припуска 2Zmin 7. Последовательно определить расчетные размеры для каждого предшествующего перехода прибавлением к расчетному размеру расчетного припуска 2Zmin следующего за ним смежного перехода 8.Записать наименьшие предельные размеры по всем технологическим переходам, округляя их увеличением расчетных размеров |
|
ПРИМЕЧАНИЕ: Округление производить до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода. |
|
|
9.Определить наибольшие предельные размеры прибавлением допуска к округленному наименьшему предельному размеру 10.Записать предельные значения припусков 2Zmax как разность наибольших предельных размеров и 2Zmin как разность наименьших предельных размеров предшествующего и выполняемого переходов. |
9.Определить наибольшие предельные размеры прибавлением допуска к округленному наименьшему предельному размеру 10.Записать предельные значения припусков 2Zmax как разность наибольших предельных размеров и 2Zmin как разность наименьших предельных размеров предшествующего и выполняемого переходов. Определить общие припуски |
|
11. Определить общие припуски 12.Проверить правильность произведенных расчетов по следующим формулам: |
|
|
|
|
|
13.Определить общий номинальный припуск по формулам: |
|
|
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.