











МІНІСТЕРСТВО ОСВІТИ ТА НАУКИ УКРАЇНИ
НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ
"КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ"
МЕХАНІКО-МАШИНОБУДІВНИЙ ІНСТИТУТ
Кафедра технології машинобудування
РОЗРАХУНКОВО-ГРАФІЧНА РОБОТА №2
з дисципліни "Проектування технологічних процесів"
(Проектування технологічного процесу виготовлення вала)
Роботу виконали студенти
V-го курсу, гр. МТ-83
Кузьміна І.
Макрієва Н.
Семенченко Т.
Фіц С.
Викладач: доц. Біланенко В.Г.
КИЇВ 2002
ВСТУП
Машинобудування – одна з основних галузей промисловості України. Технологія машинобудування – наука про способи виготовлення деталей машин та механізмів.
У технології машинобудування існують дві головні проблеми: проблема якості виготовленої продукції та проблема продуктивності праці. Кожна з цих проблем включає в себе ряд інших, більш вузьких та конкретних проблем, наприклад, надійність та довговічність, геометрична та функціональна взаємозамінність, технологічність, автоматизація технологічних процесів і функцій управління в усіх видах виробництва і, врешті, проблема максимального збільшення ефективності науково-дослідних робіт.
В даній роботі розглянуто варіант технологічної послідовності виготовлення деталі "Кінцевик".
1. ТЕХНОЛОГІЧНИЙ РОЗДІЛ
1.1 Аналіз службового призначення та умов роботи деталі у вузлі
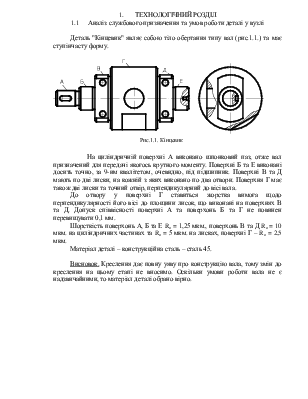
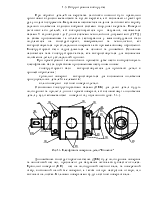
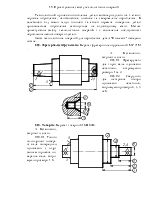
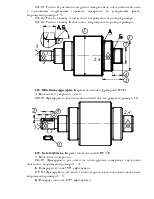
Деталь "Кінцевик" являє собою тіло обертання типу вал (рис.1.1.) та має ступінчасту форму.
|
|
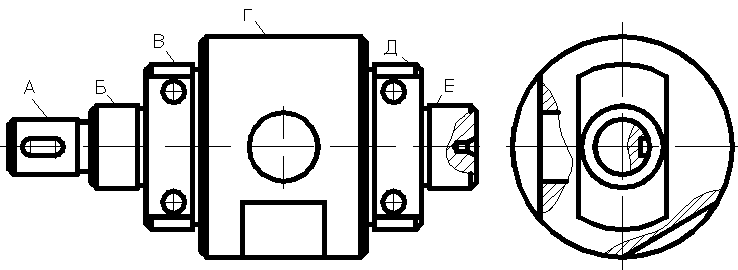
На циліндричній поверхні А виконано шпонковий паз, отже вал призначений для передачі якогось крутного моменту. Поверхні Б та Е виконані досить точно, за 9-им квалітетом, очевидно, під підшипник. Поверхні В та Д мають по дві лиски, на кожній з яких виконано по два отвори. Поверхня Г має також дві лиски та точний отвір, перпендикулярний до вісі вала.
До отвору у поверхні Г ставиться жорстка вимога щодо перпендикулярності його вісі до площини лисок, що виконані на поверхнях В та Д. Допуск співвісності поверхні А та поверхонь Б та Г не повинен перевищувати 0,1 мм.
Шорсткість поверхонь А, Б та Е Ra = 1,25 мкм., поверхонь В та Д Ra = 10 мкм. на циліндричних частинах та Ra = 5 мкм. на лисках, поверхні Г – Ra = 2,5 мкм.
Матеріал деталі – конструкційна сталь – сталь 45.
Висновок. Креслення дає повну уяву про конструкцію вала, тому змін до креслення на цьому етапі не вносимо. Оскільки умови роботи вала не є надзвичайними, то матеріал деталі обрано вірно.
1.2. Обґрунтування типу виробництва
Тип виробництва – це класифікаційна категорія виробництва, що виділяється за ознаками широти номенклатури, регулярності та обсягу випуску виробів. У відповідності до стандартів ГОСТ 3.1108-74 Єдиної системи технологічної документації (ЄСТД) та ГОСТ 14.004-74 Єдиної системи технологічної підготовки виробництва (ЄСТПВ) однією з основних характеристик типу виробництва є коефіцієнт закріплення операцій (Кзо), який визначається як відношення кількості всіх операцій, що виконуються або повинні виконуватись протягом базового відрізку часу до загальної кількості робочих місць.
Оскільки на даному етапі роботи ще невідомо ні кількість всіх операцій, ні кількість робочих місць, то неможливо визначити коефіцієнт закріплення операцій. Оскільки відомо що маса деталі складає 1,450 кг, а річний обсяг випуску – 5000 деталей на рік, то призначимо тип виробництва згідно наступної таблиці.
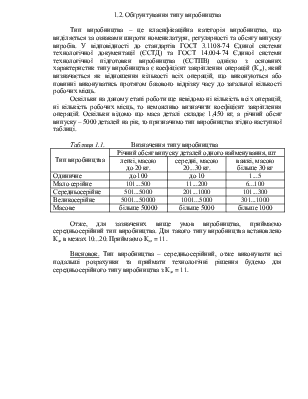
Таблиця 1.1. Визначення типу виробництва
|
Тип виробництва |
Річний обсяг випуску деталей одного найменування, шт |
||
|
легкі, масою до 20 кг. |
середні, масою 20...30 кг. |
важкі, масою більше 30 кг |
|
|
Одиничне |
до 100 |
до 10 |
1...5 |
|
Мало серійне |
101...500 |
11...200 |
6...100 |
|
Середньосерійне |
501...5000 |
201...1000 |
101...300 |
|
Великосерійне |
5001...50000 |
1001...5000 |
301...1000 |
|
Масове |
більше 50000 |
більше 5000 |
більше 1000 |
Отже, для зазначених вище умов виробництва, приймаємо середньосерійний тип виробництва. Для такого типу виробництва встановлено Кзо в межах 10...20. Приймаємо Кзо = 11.
Висновок. Тип виробництва – середньосерійний, отже виконувати всі подальші розрахунки та приймати технологічні рішення будемо для середньосерійного типу виробництва з Кзо = 11.
1.3. Відпрацювання конструкції деталі на технологічність
Метою відпрацювання деталі на технологічність є виявлення недоліків конструкції за допомогою інформації, яку дають креслення деталі та технічні вимоги на виготовлення цієї деталі. Технологічністю конструкції виробу називають сукупність технічних властивостей виробу, які направлені на підвищення продуктивності праці, зниження витрат та скорочення часу при виготовленні виробу при одночасному забезпеченні необхідної точності та якості поверхонь. Види і показники технологічності конструкції та правила відпрацювання конструкції деталі на технологічність обумовлюються стандартом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.