2.1 Аналіз службового призначення та умов роботи деталі у вузлі
Типовий вал представляє собою деталь, яка має сукупність різноманітних поверхонь. Даний вал складається з таких поверхонь: циліндричні. Так як ми не маємо креслення вузла у зборі, то ми не можемо напевно судити про умови роботи деталі
Службове призначення даного вала – передача крутного моменту.
По конструкторському класифікатору цей вал належить до другого класу - «Круглі стержні».
Загалом вимоги щодо точності та якості поверхонь деталі не дуже високі, однак є декілька поверхонь, до яких ставляться підвищені вимоги.
Загалом до заданої деталі висуваються наступні вимоги:
а) точність (посадочні поверхніпід підшипники не гірше 6-го кввалітета тациліндричнаповерхня з шпонковимпазом негірше 6-гоквалітета точності);
б) шорсткість (посадочні поверхніпід підшипники не гірше Ra=0,4мкм, тациліндрична поверхна зшпонковим пазом не гірше Ra=0,8мкм);
Матеріал деталі Сталь 45 ГОСТ 1050-88.
Згідно з технічними вимогами інші розміри та поверхні повинні бути виконані не гірше 14-го квалітету.
2.2.Призначення типу виробництва
Одним з основних принципів побудови технологічного процесу є комплексне вирішення технічних, економічних та організаційних задач, для даних умов виробництва. Технологічний процес, що проектується, безумовно повинен забезпечити виконання всіх вимог до точності та якості виробу, які передбачені кресленням та технічними умовами. При цьому виготовлення виробу повинно супроводжуватися найменшими затратами праці й мінімальною собівартістю, а також характеризуватися виготовленням виробів потрібної кількості та в сроки, що встановлені замовником.
В умовах сучасної ринкової економіки підприємство буде успішно працювати лише в тому випадку, якщо воно буде випускати конкурентно-здатну продукцію, що в першу чергу залежить від собівартості та вчасності її виготовлення. Тому одним з основних напрямків сучасного виробництва є збільшення номенклатури деталей, що виготовляються, та постійна модернізація виробництва з провадженням нових технологій.
Один з факторів, що знижує собівартість продукції, є правильний вибір типу й організації виробництва та, відповідно, побудова технологічного процесу в повній відповідності до вибраного типу виробництва.
Тип виробництва - це класифікаційна категорія виробництва, що визна-чається за ознаками широти номенклатури, регулярності, стабільності та обсягу випуску продукції. Однією з основних кількісних характеристик типу виробництва є коефіцієнт закріплення операцій Кз.о. (ГОСТ 3.1108-74, ЄСТД; ГОСТ 14.004-74, ЄСТПП).
В залежності від обсягу та характеру випуску деталей розрізняють одиничне, серійне та масове виробництва.
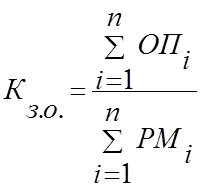
Тип виробництва знаходиться в залежності від коефіцієнта закріплення операцій Кз.о., що розраховується як відношення кількості всіх відмінних технологічних операцій, які виконуються або повинні бути виконані підрозділом виробництва протягом місяця, до числа робочих місць, які виконують відмінні операції.
![]()
(2.1)
де ![]() - загальне число операцій технологічного процесу;
- загальне число операцій технологічного процесу;
![]() -загальна кількість робочих
місць, на яких виконуються відмінні
операції.
-загальна кількість робочих
місць, на яких виконуються відмінні
операції.
Кз.о. характеризує кількість відмінних технологічних операцій, що виконуються в середньому на одному робочому місці підрозділу виробництва за місяць.
В залежності від Кз.о. розрізняють типи виробництв:
Кз.о. = 1 - масове;
1£ КЗ.О. £10 - багатосерійне;
10£ КЗ.О. £20 - середньосерійне;
20£ КЗ.О. £40 - малосерійне;
КЗ.О. ³ 40 - одиничне.
Так як на цій стадії проектування відсутні дані про кількість робочих місць та загальну кількість операцій, неможливо розрахувати коефіцієнт закріплення операцій, для знаходження типу виробництва можна користуватися табличним методом (табл.2).
Таблиця 2.1. Залежність типу виробництва від обсягу випуску та маси деталі
|
Тип виробництва |
Річний об,єм випуску деталей, шт |
||
|
m £ 20 кг |
20 £ m £ 300 кг |
m > 300 кг |
|
|
Одиничне |
до 100 |
до 10 |
від 1 до 5 |
|
Малосерійне |
від 100 до 500 |
від 10 до 200 |
від 6 до 100 |
Середньо-серійне |
від 500 до 5000 |
від 200 до 1000 |
від 100 до 300 |
|
Багатосерійне |
від 5000 до 50000 |
від 1000 до 5000 |
від 300 до 1000 |
|
Масове |
понад 50000 |
понад 5000 |
понад 1000 |
Проаналізувавши креслення деталі робимо висновок, що вона по завданню має річний обсяг випуску 4000 штук. Призначаємо випуск виробництва середньосерійний.
Всі подальші розрахунки
будемо виконувати для умов середньосерійного виробництва з коефіцієнтом
закріплення операцій ![]() =11.
=11.
Висновок: таким
чином, випуск виробництва буде середньо
серійний, коефіцієнт закріплення операцій ![]() =11.
=11.
2.3 Відпрацювання деталі на технологічність
Метою відпрацювання деталі на технологічність є виявлення недоліків конструкції за допомогою інформації, яку дають креслення деталі та технічні
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.