вимоги на виготовлення цієї деталі. Технологічністю конструкції виробу називають сукупність технічних властивостей виробу, які направлені на підвищення продуктивності праці, зниження витрат та скорочення часу при виготовленні виробу при одночасному забезпеченні необхідної точності та якості поверхонь. Види і показники технологічності конструкції та правила відпрацювання конструкції деталі на технологічність обумовлюються стандартом.
У відповідності до єдиної системи технологічної підготовки виробництва (ЄСТПВ) оцінка технологічності конструкції може бути двох видів: якісною та кількісною. Якісна оцінка характеризує технологічність конструкції виробу узагальнено, опираючись на досвід виконавця. Кількісна оцінка технологічності конструкції виробу виражається числовими показниками.
Якісна оцінка технологічності конструкції. Деталь – "Типовий вал" – виготовляється з сталі 45. Заготовка валу отримується методом пластичного деформування Конструкція деталі була змінена і тому тепер не має поверхонь погано доступних для обробки і не потребує використання складного ріжучого інструмента.Деталь дозволяє використати високопродуктивні методи обробки, наприклад, точіння на верстатах з ЧПУ. Забезпечення необхідної точності розмірів, точності взаємного положення поверхонь не викликає технологічних труднощів та можуть бути виконані на станках нормальної точності. Жорсткість деталі достатня, що дає можливість використання високих режимів різання.
Кількісна оцінка технологічності конструкції. Кількісну оцінку технологічності конструкції будемо проводити на основі креслення деталі.
1. Коефіцієнт точності обробки Ктч визначимо за формулою:
 , (2.2)
, (2.2)
де  -
середній квалітет точності обробки виробу; ni
– число розмірів відповідного квалітета точності; Т – клас
точності обробки.
-
середній квалітет точності обробки виробу; ni
– число розмірів відповідного квалітета точності; Т – клас
точності обробки.
Таблиця 2.2 Кількісна характеристика.
|
поверхня |
Квалітет точности |
|||||
|
Циліндрична Лінійна |
6 |
7 |
8 |
9 |
11 |
14 |
|
3 |
- |
1 |
- |
1 |
3 |
|
|
- |
1 |
- |
1 |
- |
8 |
|
 .
.
Отже, за цим показником деталь технологічна.
2. Коефіцієнт шорсткості обробки Кш визначимо за формулою:
 ,
(2.3)
,
(2.3)
де  -
середній параметр шорсткості поверхні виробу; Ш – параметр шорсткості поверхні;
nim – число поверхонь
відповідного класа шорсткості.
-
середній параметр шорсткості поверхні виробу; Ш – параметр шорсткості поверхні;
nim – число поверхонь
відповідного класа шорсткості.
Таблиця 2.3.2 Кількісна характеристика
|
Поверхня |
Параметри шорсткості |
||
|
0,4 |
0,8 |
10 |
|
|
Циліндрична |
3 |
1 |
4 |
|
Лінійна |
1 |
- |
8 |
 .
.
За цим показником деталь не є технологічною.
3. Коефіцієнт використання матеріалу визначимо за формулою:
 ,
(2.4)
,
(2.4)
де Мд – маса готової деталі, кг; Мз – маса заготовки.
Оскільки метод отримання заготовки ще не визначено, то будемо вважати, що заготовка буде на 30% важчою від деталі. Отже:
 .
.
Деталь технологічна за цим показником.
5. Рівень технологічності конструкції по трудомісткості виготовлення:
(2.5)
де ![]() - відповідно отримана і
базова трудомісткість виготовлення виробу.
- відповідно отримана і
базова трудомісткість виготовлення виробу.
6. Рівень технологічності по технологічній собівартості
 (2.6)
(2.6)
де ![]() - відповідно отримана і базова
технологічна собівартість виробуВисновок: приймаючи до уваги
конструкцію деталі та виконані розрахунки, за якісними та кількісними
показниками деталь є технологічною.
- відповідно отримана і базова
технологічна собівартість виробуВисновок: приймаючи до уваги
конструкцію деталі та виконані розрахунки, за якісними та кількісними
показниками деталь є технологічною.
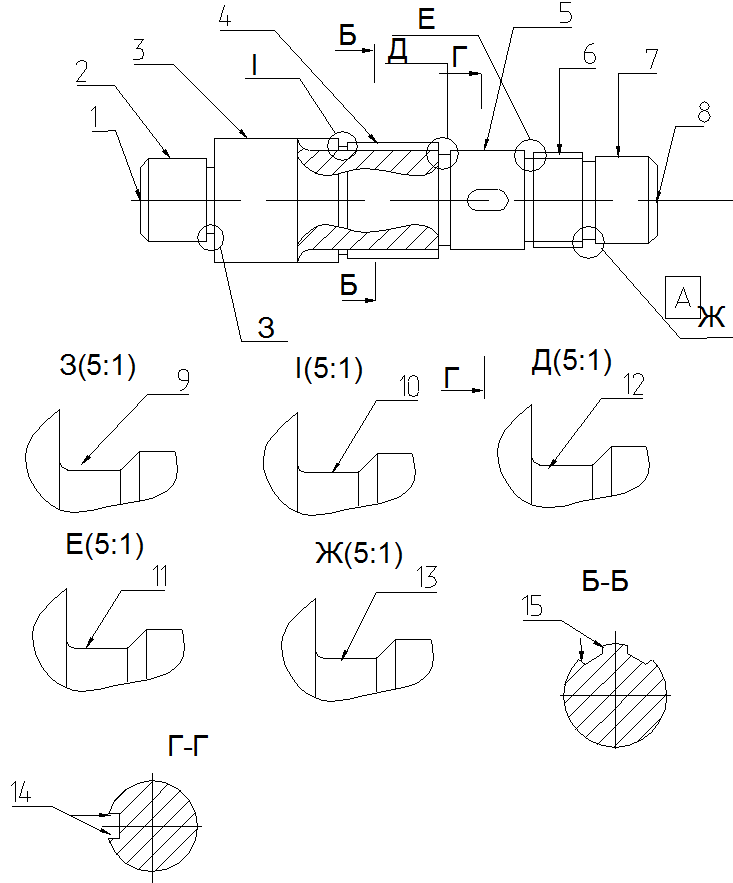 Рис.2.1 Розбиття деталі на окремі поверхні.
Рис.2.1 Розбиття деталі на окремі поверхні.
Конструкцію будь-якої деталі можна розділити на сукупність типових геометричних фігур, до поверхонь яких, згідно робочого креслення, висунуто певні вимоги, щодо параметрів точності та якості.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.