У відповідності до Єдиної системи технологічної підготовки виробництва (ЄСТПВ) оцінка технологічності конструкції може бути двох видів: якісною та кількісною. Якісна оцінка характеризує технологічність конструкції виробу узагальнено, опираючись на досвід виконавця. Кількісна оцінка технологічності конструкції виробу виражається числовими показниками.
1.3.1. Якісна оцінка технологічності
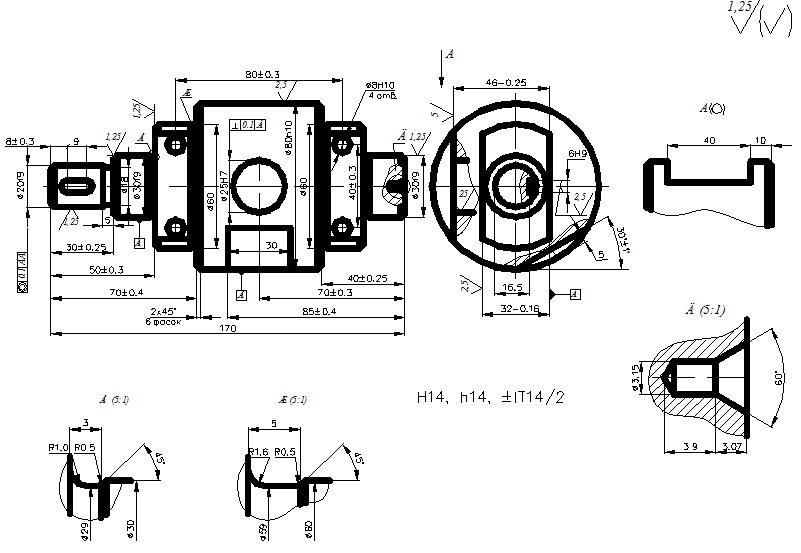
Деталь "Кінцевик" являє собою тіло обертання типу вал (рис.1.1.) та має ступінчасту форму.
Нетехнологічною деталь роблять пази на циліндричній поверхні Ø 80 мм, лиски на циліндричних поверхнях Ø 60 мм, та отвір Ø 25H7, виконаний на циліндричній частині.
Відсутність фасок, канавок та центрових отворів робить деталь нетехнологічною, тому змінимо конструкцію вала, додавши фаски, канавки для виходу фрез та шліфувальних кругів та центрові отвори (змінене креслення див. додаток).
Нетехнологічною деталь робить досить великий перепад діаметрів (Ø20...Ø 80 мм).
Наявність 4-ох однакових отворів, розташованих на лисках, підвищує технологічність деталі. До усіх поверхонь вала є вільний доступ інструмента, відсутні поверхні та отвори, розташовані під гострими чи тупими кутами одне до одного, базові поверхні достатніх розмірів – все це робить деталь технологічною.
1.3.2. Кількісна оцінка технологічності
Кількісну оцінку технологічності конструкції будемо проводити на основі креслення деталі (рис.1.).
1. Коефіцієнт точності обробки Ктч визначимо за формулою:
 , (1)
, (1)
де  - середній клас точності обробки виробу; ni – число розмірів відповідного
класа точності; Т – клас точності обробки.
- середній клас точності обробки виробу; ni – число розмірів відповідного
класа точності; Т – клас точності обробки.
 .
.
Отже, за цим показником деталь технологічна.
2. Коефіцієнт шорсткості обробки Кш визначимо за формулою:
 ,
(2)
,
(2)
де  - середній параметр шорсткості поверхні
виробу; Ш – параметр шорсткості поверхні; nim – число поверхонь відповідного класа шорсткості.
- середній параметр шорсткості поверхні
виробу; Ш – параметр шорсткості поверхні; nim – число поверхонь відповідного класа шорсткості.
 .
.
За цим показником деталь не є технологічною.
3. Коефіцієнт використання матеріалу визначимо за формулою:
 ,
(3)
,
(3)
де Мд – маса готової деталі, кг; Мз – маса заготовки.
Оскільки метод отримання заготовки ще не визначено, то будемо вважати, що заготовка буде на 30% важчою від деталі. Отже:
 .
.
Деталь технологічна за цим показником.
|
Висновок. Відпрацювання деталі на технологічність за якісними показниками дало змогу виявити нетехнологічні елементи в конструкції деталі та, по можливості, виключити їх. Результатом відпрацювання деталі на технологічність за якісними показниками є зміни, внесені до креслення деталі.
Відпрацювання деталі на технологічність за кількісними показниками показало що деталь технологічна, окрім показника шорсткості.
1.4. Проектування технологічного процесу оброблення поверхонь
Конструкцію будь-якої деталі можна розділити на сукупність типових геометричних фігур, до поверхонь яких, згідно робочого креслення, висунуто певні вимоги щодо параметрів точності та якості. Практикою машинобудівного виробництва накопичено досвід ефективного оброблення таких поверхонь з досягненням необхідної точності розмірів та параметрів якості поверхневого шару.
В наступній таблиці наведено технологічні послідовності оброблення поверхонь деталі "Кінцевик" (рис.).
Таблиця1.2. Типові технологічні послідовності оброблення поверхонь деталі "Кінцевик" та відповідні характеристики якості та точності
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.