Зміст технологічних операцій для оброблення деталі "Кінцевик" наведено нижче.
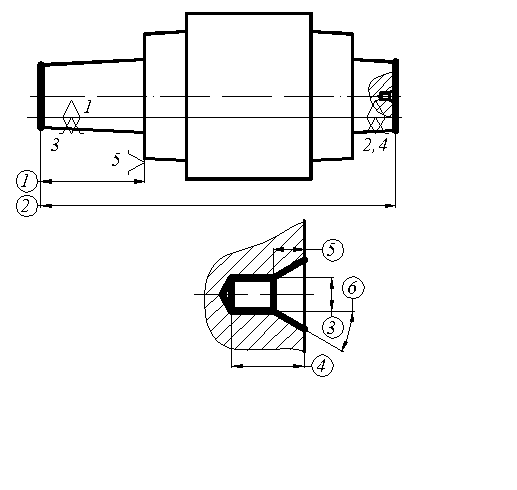
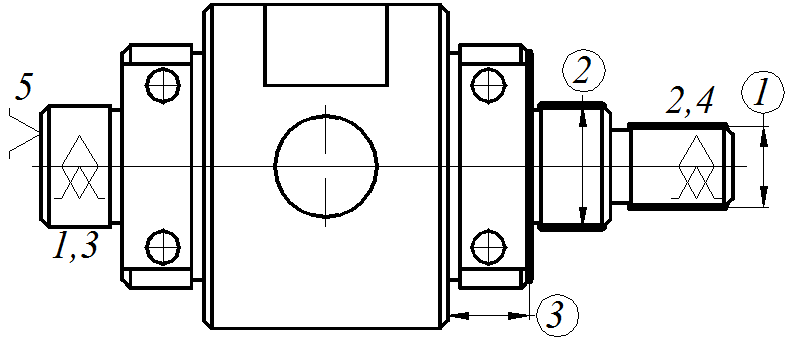
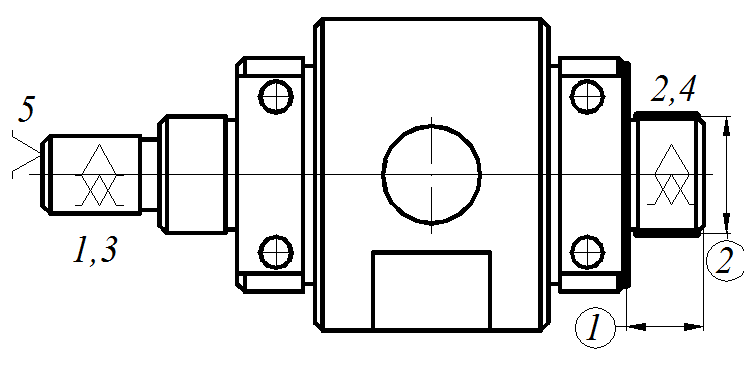
005. Фрезерно-центрувальна. Верстат фрезерно-центрувальний МР-71М .
 А. Встановити, закріпити, зняти.
А. Встановити, закріпити, зняти.
005.01. Фрезерувати два торці вала одночасно остаточно, витримуючи розміри 1 та 2.
005.02. Свердлити два центрових отвори одночасно остаточно, витримуючи розміри 3, 4, 5 та 6.
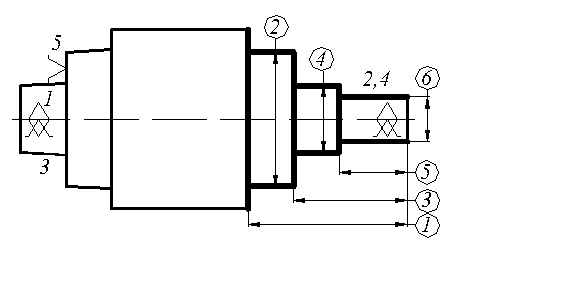
010. Токарна. Верстат токарний 16Б16Ф3.
 А. Встановити, закріпити, зняти.
А. Встановити, закріпити, зняти.
010.01. Точити циліндричні поверх-ні вала попередньо, одночасно з підрі-занням торцевих по-верхонь вала, витри-муючи розміри 1-6.
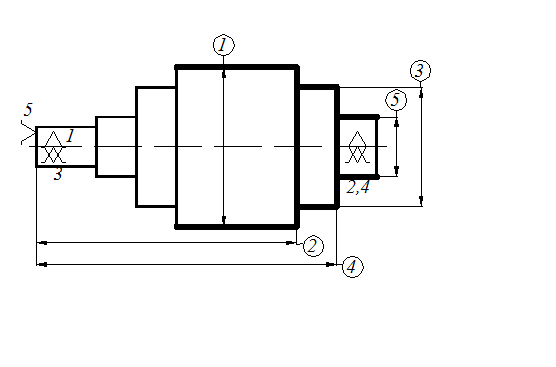
015. Токарна. Верстат токарний 16Б16Ф3.
А. Встановити, закріпити, зняти.
015.01. Точити циліндричні поверхні вала попередньо, одно-часно з підрізанням торцевих поверхонь ва-ла, витримуючи розмі-ри 1 – 5.
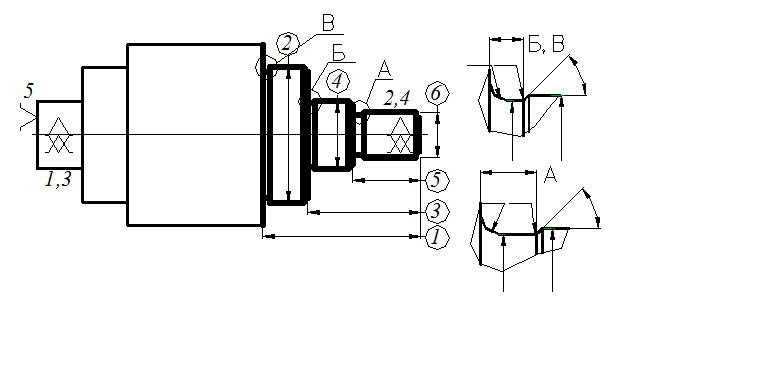
020. Токарна. Верстат токарний 16Б16Ф3.
А. Встановити, закріпити, зняти.
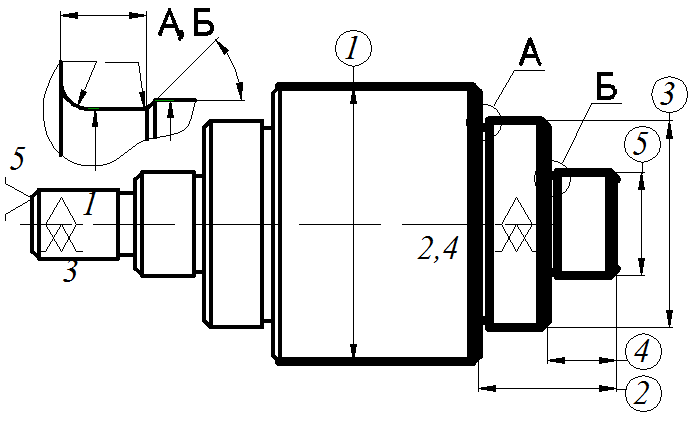
020.01. Точити ступеневі циліндричні поверхні вала послідовно остаточно з одночасним підрізанням торцевих поверхонь та утворенням фасок, витримуючи розміри 1-6.
020.02. Точити остаточно канавку А, витримуючи відповідні розміри.
020.03. Точити остаточно канавку Б, витримуючи відповідні розміри.
020.04. Точити остаточно канавку В, витримуючи відповідні розміри.
025. Токарна. Верстат токарний 16Б16Ф3.
А. Встановити, закріпити, зняти.
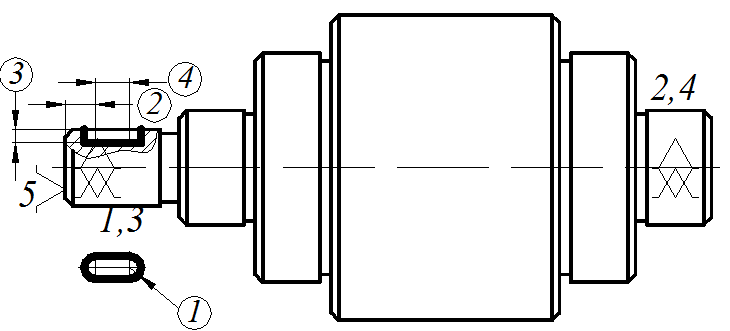
025.01. Точити ступеневі циліндричні поверхні вала послідовно остаточно з одночасним підрізанням торцевих поверхонь та утворенням фасок, витримуючи розміри 1-5.
025.02. Точити канавку А остаточно, витримуючи відповідні розміри.
025.02. Точити канавку Б остаточно, витримуючи відповідні розміри.
030. Шпонково-фрезерна. Верстат шпонково-фрезерний 692М.
А. Встановити, закріпити, зняти.
030.01. Фрезерувати остаточно шпонковий паз, витримуючи розміри 1-4.
035. Багатоцільова. Верстат багатоцільовий ИР-320.
А. Встановити, закріпити.
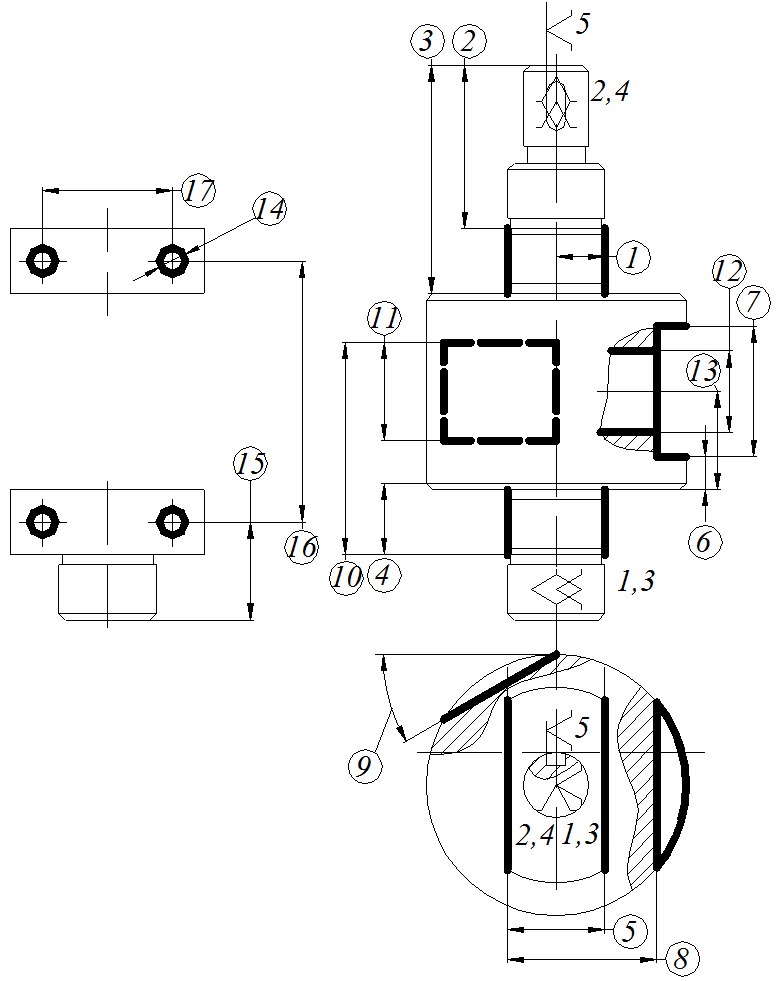
035.01. Фрезерувати дві лиски на циліндричних поверхнях послідовно остаточно, витримуючи розміри 1 – 4.
Б. Повернути стіл на 180°, зафіксувати.
035.02. Фрезерувати дві лиски з іншої сторони вала послідовно остаточно, витримуючи розміри 1 – 5.
В. Повернути стіл на 120°, зафіксувати.
035.03. Фрезерувати паз остаточно на циліндричній частині вала, витримуючи розміри 9, 10, 11.
Г. Повернути сті на 30°, зафіксувати, зняти.
035.04. Фрезерувати паз на циліндричній частині вала попередньо, витримуючи розміри 6, 7, 8.
035.05. Фрезерувати паз на циліндричній частині вала остаточно, витримуючи розміри 6, 7, 8.
035.06. Центрувати положення вісей 5-ти отворів послідовно остаточно, витримуючи розміри 13, 15, 16, 17.
035.07. Свердлити наскрізний отвір остаточно, витримуючи розміри 12 та 13.
035.08. Зенкерувати наскрізний отвір остаточно, витримуючи розміри 12' та 13.
035.09. Розвернути наскрізний отвір попередньо, витримуючи розміри 12'' та 13.
035.10. Розвернути наскрізний отвір остаточно, витримуючи розміри 12''' та 13.
035.11. Зенкувати отвір остаточно, витримуючи розміри 12'''' та 13.
035.12. Свердлити чотири наскрізні отвори на лисках вала остаточно послідовно, витримуючи розміри 14, 15, 16 та 17.
035.13. Зенкерувати чотири наскрізні отвори остаточно на лисках вала, витримуючи розміри 14', 15, 16 та 17.
035.14. Зенкувати чотири отвори остаточно, витримуючи розміри 14'', 15, 16 та 17.
040. Термічна. Установка ТВЧ.
А. Встановити, зняти.
040.01. Загартувати, відпустити.
045. Шліфувальна. Верстат внутрішліфувальний 3К225В.
А. Встановити, закріпити.
045.01. Шліфувати конусну частину центрового отвору остаточно, витримуючи розміри 1, 2 та 3.
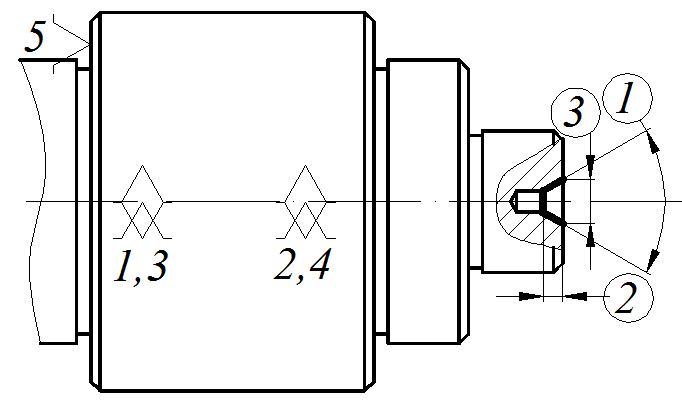
Б. Переустановити, закріпити, зняти.
045.02. Повторити попередній перехід для протилежного центрового отвору.
050. Шліфувальна. Верстат торцекруглошліфувальний 3Б153Т.
А. Встановити, закріпити, зняти.
050.01. Шліфувати шийку вала остаточно, витримуючи розмір 1.
050.02.Шліфувати шийку вала та прилеглий торець послідовно, остаточно, витримуючи розміри 2 та 3.
055. Шліфувальна. Верстат торцекруглошліфувальний 3Б153Т.
А. Встановити, закріпити, зняти.
055.01. Шліфувати шийку вала та прилеглий торець послідовно, остаточно, витримуючи розміри 1 та 2.
060. Мийочна.
065. Контрольна.
Висновок. Результатом проектування змісту технологічних операцій є встановлення найбільш раціональної послідовності оброблення усіх поверхонь деталі, а також визначення кількості та змісту переходів на кожній операції.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.