|
№ операції |
Назва операції та теоретична схема базування |
Вид обладнання |
Система оснастки |
Різальний інструмент |
|
1 |
2 |
3 |
4 |
5 |
|
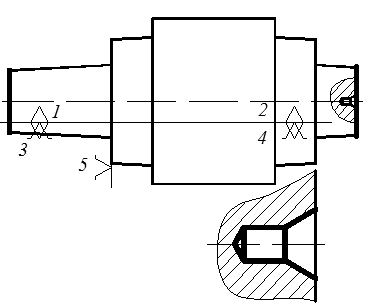
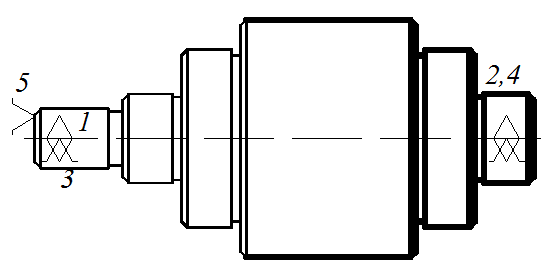
005 |
Фрезерно-центрувальна
|
Обладнання універсальне |
Оснастка універсальна |
Різальний інструмент стандартний |
|
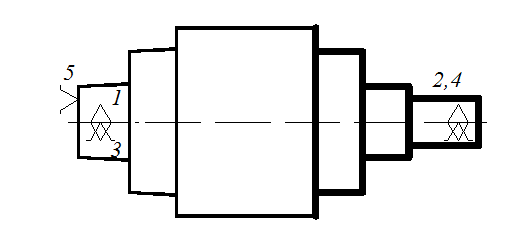
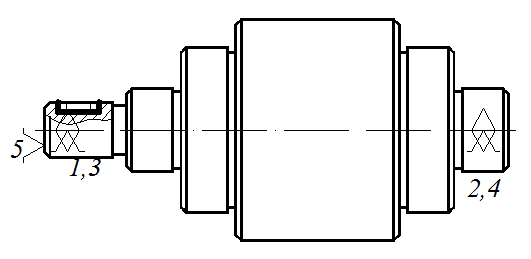
010 |
Токарна попередня
|
Обладнання універсальне |
Оснастка універсальна |
Різальний інструмент стандартний |
|
1 |
2 |
3 |
4 |
5 |
|
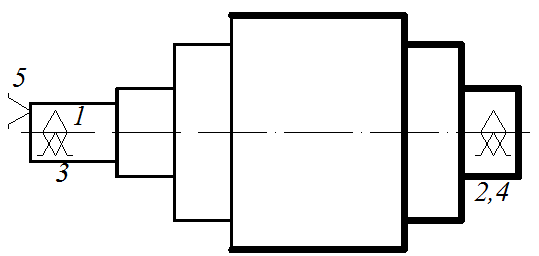
015 |
Токарна попередня
|
Обладнання універсальне |
Оснастка універсальна |
Різальний інструмент стандартний |
|
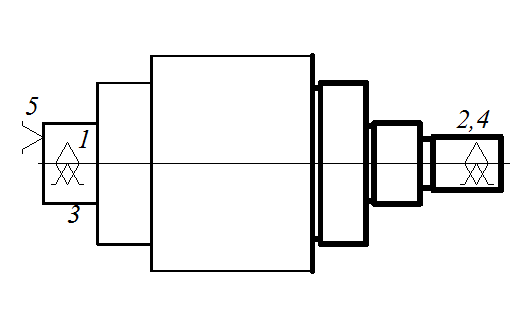
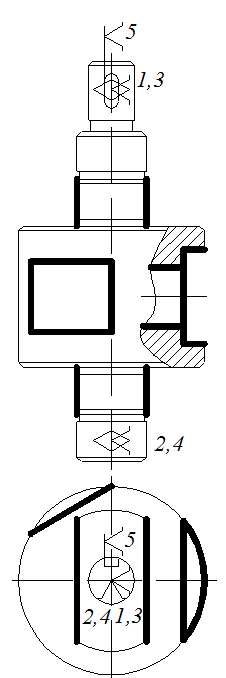
020 |
Токарна завершальна |
Обладнання універсальне |
Оснастка універсальна |
Різальний інструмент стандартний |
|
1 |
2 |
3 |
4 |
5 |
|
025 |
Токарна завершальна
|
Обладнання універсальне |
Оснастка універсальна |
Різальний інструмент стандартний |
|
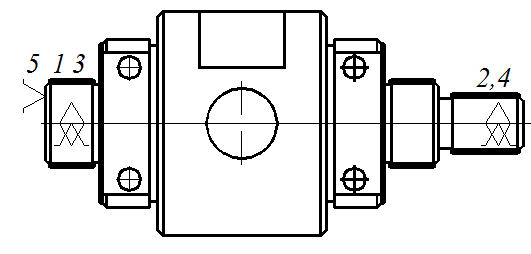
030 |
Фрезерна
|
Обладнання універсальне |
Оснастка універсальна |
Різальний інструмент стандартний |
|
035 |
Багатоцільова
|
Обладнання універсальне |
Оснастка універсальна |
Різальний інструмент стандартний |
|
1 |
2 |
3 |
4 |
5 |
|
040 |
Шліфувальна
|
Обладнання спеціальне |
Оснастка універсальна |
Різальний інструмент стандартний |
1.7. Обґрунтування виду та способу отримання заготовки
На вибір метода виготовлення заготовки впливають: матеріал деталі; її призначення та технічні вимоги на виготовлення; об'єм та серійність випуску, форма поверхонь та розміри деталі.
Оптимальний метод виготовлення заготовки визначається на основі всебічного аналізу названих факторів. Метод виготовлення заготовки, який забезпечує технологічність деталі, що виготовляється з неї, за мінімальної собівартості, називається оптимальним.
Основними методами отримання заготовок у машинобудуванні є:
- пластичним деформуванням;
- литвом;
- з прокату.
Деталь "Кінцевик" виготовлена із сталі 45, отже заготовку для виготовлення такої деталі можливо отримати методом пластичного деформування, литвом або з прокату. Аналіз конструкції деталі "Кінцевик" не дозволяє прийняти рішення про виготовлення заготовки із прокату, оскільки деталь має суттєвий перепад діаметрів (Ø20...Ø 80 мм), отже попередньо приймаємо, що заготовку для даної деталі будемо отримувати методом пластичного деформування.
Метод пластичного деформування передбачає кілька способів отримання заготовки:
- штампування на молотах або пресах;
- висадка на горизонтально-кувальних машинах (ГКМ);
- штампова видавлюванням;
- інші способи.
Обираємо виготовлення заготовки на ГКМ. Це продуктивний спосіб отримання заготовки, забезпечує досить невисокі припуски, а відповідно і невеликий розфод матеріалу.
Спосіб виготовлення заготовок на ГКМ добре опрацьований, та широко використовується. Допуски розмірів, маси та точність, що досягається цим видом литва обумовлено стандартом.
Ескіз заготовки зображено на рис. 1.5.
|
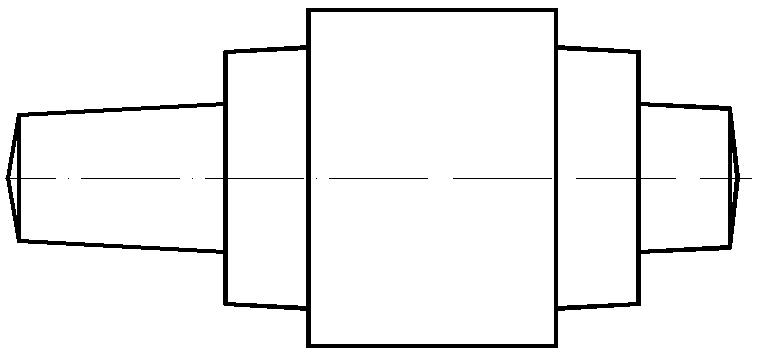
Висновок. Вид отримання заготовки – пластичне деформування, спосіб виготовлення – на горизонтально-кувальних машинах. Однак це тільки попереднє рішення. Остаточне рішення приймається після детального всебічного аналізу технологічного процесу виготовлення деталі.
1.8. Проектування змісту технологічних операцій
Технологічний процес виготовлення деталі можна розділити на 4 етапи: чорнове оброблення, напівчистове, чистове та завершальне оброблення. В залежності від вимог щодо точності та якості окремих поверхонь деталі призначається оброблення закінчується на відповідному етапі. Метою проектування змісту технологічних операцій і є визначення послідовності оброблення певної поверхні деталі.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.