
















2 СПЕЦИАЛЬНАЯ ЧАСТЬ
2.1 Выбор и характеристика исходной заготовки
В качестве исходной заготовки для производства сортового проката на стане 250 используется заготовка полученная на заготовочном стане номинальным сечением 80x80 мм и длиной 10500 - 11800 мм по ГОСТ 4793-78 и ТУ 14-1-3648-81.
Ст3сп – это углеродистая сталь обыкновенного качества. Буквы «Ст» обозначают сталь, цифра – условный номер марки, «сп» - спокойная.
Химический состав стали Ст3сп по ГОСТу 380-94 требует содержание углерода (С) =0,20%; марганца (Mn) =0,60%; кремния (Cr) =0,30%; серы (S) не более 0,05%; фосфора (P) не более 0,04%.
Допустимые отклонения по стороне квадрата ±1,3 мм. Выпуклость и вогнутость граней заготовки, а также разность двух любых сторон не должны превышать половину суммы предельных отклонений по стороне квадрата 80 мм-1,3 мм.
Разность диагоналей по сечению заготовки не должна превышать 0,54 суммы предельных отклонений по стороне квадрата 5,5 мм. Косина реза заготовки не должна превышать 8 мм. Местная кривизна заготовки не должна превышать 15 мм на 1 м, а общая кривизна - не более 0,47% длины.
Скручивание заготовки вокруг продольной оси не допускается. Измерение стороны квадрата, диагоналей, выпуклости и вогнутости производится на расстоянии не менее 140 мм от торца заготовки. На поверхности заготовки не должно быть поясов, наплывов, плен, трещин, пузырей и шлаковых включении. На поверхности исходной заготовки допускаются без зачистки отдельные мелкие раковины, вмятины, рябизна, плена глубиной не более полусуммы допус - у каемых отклонений по стороне квадрата. Поверхностные дефекты, размеры которых превышают величины, установленные стандартами, должны быть удалены путем абразивной зачистки.
Все заготовки должны иметь клеймо, в котором указывается номер плавки.
2.2 Выбор и характеристика схемы калибровки
Произведем выбор схемы прокатки. Определяем коэффициент общей вытяжки:
 (1)
(1)
где F0 – площадь поперечного сечения исходной заготовки, мм2
F0=a2=6400 мм2
Fn – площадь поперечного сечения готового профиля, мм2
Fn=a2
где а – сторона сортового профиля, мм
a=20 мм
Fn=202=400 мм2
Задаемся
коэффициентом средней вытяжки ![]() 1,293
1,293
Определяем число проходов
 (2)
(2)
Число проходов – 11
Распределяем вытяжки по проходам
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
В качестве обжимных калибров, предназначенных для максимального уменьшения поперечного сечения исходной заготовки, выбираем систему ящичных калибров. Преимущество прокатки в ящичных калибрах: возможность вести прокатку в максимальных обжатиях; равномерная деформация по ширине профиля; хорошее удаление окалины с боковой поверхности раската; неглубокий врез в валки; устойчивое положение раската при передаче его из калибра в калибр.
В качестве черновых калибров, предназначенных для дальнейшего уменьшения площади поперечного сечения металла и начало формирования профиля, выбираем систему калибров «Овал - квадрат», В качестве промежуточных калибров также используем систему «Овал - квадрат», где происходит дальнейшее уменьшение площади поперечного сечения.
В качестве чистовых калибров, предназначенных для получения готового профиля, используем систему «Овал - квадрат», обладающую следующими преимуществами: система обеспечивает равномерное остывание раската; хорошее качество поверхности; равномерное обжатие по сечению; возможность получения квадратных профилей из промежуточных калибров. C 1 по 4 проход идут обжимные калибры; с 5 по 7 – черновые калибры; 8,9 – промежуточные калибры; 10,11 – чистовые калибры.
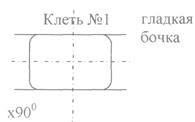

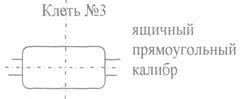
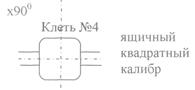
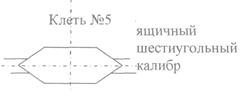


Рисунок 2.1 – калибровка квадратной стали.
2.3 Расчет калибровки чистовых и промежуточных калибров при прокатке квадратной стали со стороной 20 мм
Проход № 11 чистовой квадрат
Горячий размер сторона квадрата с учетом минусового допуска:
aг = (ах - ![]() ) х (1,012 - 1,015) мм
(3)
) х (1,012 - 1,015) мм
(3)
где ах - сторона чистового квадрата в холодном состоянии, мм
![]() - минусовой допуск,
равный ± 0,5 мм по ГОСТ 4850
- минусовой допуск,
равный ± 0,5 мм по ГОСТ 4850
аг = (20 - 0,5) х 1,015 = 19,8 мм
Определяем размеры квадрата 11 калибр
h11 = b11 = 1,41 aг = 1,41 х 19,8 = 27,9 мм (4)
Радиус закругления углов:
rn = (0,15 – 0.2) aг = 0,16 х 19,8 = 3,16 мм (5)
Высота квадрата с закруглениями:
hn k=hк-0,83r11=27,9- 0,83 х 3 = 25,4 мм (6)
Зазор между волками:
S11 = (0,01- 0,02)D = 0,02 х 250 = 5 мм (7)
Радиус закругления буртов:
R11 = (0,2 - 0.5)b11 = 0,4 х 27.9 = 11 мм (8)
Площадь квадрата:
F11 =a2г =19,82=392 мм2 (9)
Задаемся вытяжкой в 11 проходе, берем вытяжку в чистовом калибре:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.