Технологический процесс изготовления узлов с обмотками должен обеспечить заданные электрические параметры, форму и размеры обмоток, а в отдельных случаях и требуемую точность взаимного расположения витков.
2.3. Типовая схема намоточного станка.
Все многообразие намоточных станков, применяемых в промышленности, в соответствии с классификацией узлов и элементов с обмотками можно разделить на три группы: для открытой (рядовой) намотки; для намотки на кольцевые каркасы; для пазовой намотки:
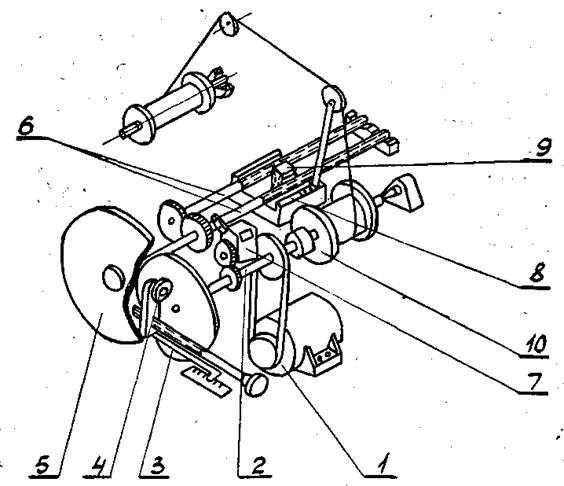
Типовая схема станков для открытой (рядовой) намотки показана на рис. 2.2. Вращательное движение от электродвигателя 1 через ременную передачу d1—d2 сообщается шпинделю станка 2, на котором установлен каркас 10.
От шпинделя 2 через фрикционную передачу, состоящую из двух дисков 3 и 5 и ролика 4, вращение передается на два ходовых винта 6, с одним из которых находится в зацеплении полугайка 9 каретки 8 механизма раскладки. Станок имеет два передвижных упора (на рисунке не показаны), регулирующих длину намотки на каркас 10. По достижении кареткой 8 одного из этих упоров полугайка 9 перекидывается на другой ходовой винт и движение каретки начинается в другую сторону, то есть производится намотка второго ряда обмотки. Число витков, намотанных на каркас 10, показывает счетчик 7, который часто является счетчиком-задатчиком, то есть имеет устройство для выключения станка после намотки заданного числа витков провода.
|
Рис. 2.2. Типовая кинематическая схема станков для открытой намотки. 1 — электродвигатель, 2 — шпиндель, 3, 5 — диски, 4 — ролик, 6 — ходовые винты, 7 — счетчик, 8 — каретка, 9 — полугайка, 10 — каркас. |
Цепь скоростей станка настраивается согласно уравнению
![]() (2.1)
(2.1)
где nд — скорость вращения вала электродвигателя, об/мин;
![]() —
искомое передаточное отношение диаметров сменных шкивов;
—
искомое передаточное отношение диаметров сменных шкивов;
L — периметр поперечного сечения каркаса (длина одного витка), мм;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.