1. Цель работы.
1. Ознакомление с технологией изготовления узла с рядовой намоткой.
2. Изучение оборудования для рядовой намотки.
3. Исследование процесса изготовления узла с однорядовой намоткой и конструктивно-технологических факторов, влияющих на ее точность.
2. Теоретическая часть.
2.1. Требования, предъявляемые к узлам с обмотками.
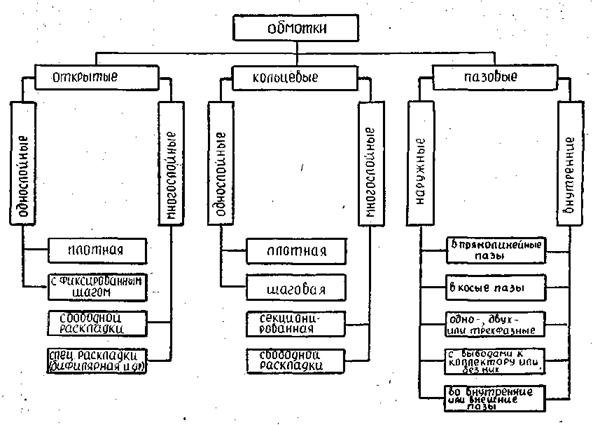
Основными требованиями, определяющими качество узлов с обмотками, имеющих классификацию, приведенную на рис.2.1, являются:
— точность по омическому сопротивлению, индуктивности, межвитковой емкости;
— необходимое сопротивление изоляции и требуемая электрическая прочность изоляции обмотки;
— отсутствие межвитковых замыканий (короткозамкнутых витков) и обрывов витков;
— точность размеров и формы;
— точность по числу витков и их расположению;
— плотность намотки;
— коррозионная стойкость.
|
Рис. 2.1. Классификация обмоток. |
Характерным показателем обмотки служит коэффициент заполнения — отношение объема токопроводящего металла ко всему объему обмотки. Для получения заданного коэффициента заполнения в ходе технологического процесса намотки требуется получить достаточную плотность укладки витков.
Для обмоток потенциометрических датчиков обязательным является контроль характеристики, т. е. зависимость изменения сопротивления обмотки от перемещения подвижного контакта по контактной дорожке потенциометра.
2.2. Структура типового технологического процесса.
Технологический процесс изготовления узлов с обмотками обычно содержит следующие основные этапы:
- изготовление или подготовку каркасов;
- подготовку и проверку обмоточных проводов;
- наматывание обмотки;
- пропитка и сушка узла;
- контроль узла с обмоткой.
Для некоторых видов узлов с обмотками вводятся дополнительные этапы — зачистка контактных дорожек проволочных потенциометров, распайка начала и конца секций пазовых обмоток и т. д. В процессе изготовления других типов обмоток некоторые из перечисленных выше этапов могут отсутствовать. Так, например, при изготовлении бескаркасных рамок и катушек применяют многократно используемые технологические каркасы (шаблоны), собираемые из двух пластин, в которые запрессованы шпильки. Процесс состоит из намотки провода на шпильки, пропитки каждого намотанного слоя лаком, сушки, разборки шаблона и извлечения из него бескаркасной обмотки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.