Анализ приведенной в примере системы для переработки моркови потребовал некоторых знаний в области случайных переменных и теории статистики, но даже для читателей, не имеющих соответствующей подготовки, очевидно сходство поставленной проблемы с проблемой автоматической подачи деталей. Как и в случае щелевого ориентирующего устройства, должен быть установлен рабочий диапазон. Для моркови с номинальной длиной три дюйма (76,2 мм) зазор между столом и конвейером может быть установлен от двух до трех дюймов (от 50,8 до 76,2 мм) без всяких проблем. Однако морковь бывает разного размера, и рабочий диапазон для моркови длиной в три дюйма не тот, что для моркови длиной пять дюймов. К счастью, большинство реальных статистических распределений имеет тенденцию группироваться вокруг центра, и конструкции систем автоматизации могут быть настроены на диапазон в середине распределения, охватывая основную массу объектов. Так было сделано в примере 3.2, что иллюстрируется на рис. 3.19, хотя допустимый диапазон несколько сдвинут в сторону больших длин из-за большего вреда от забивания устройства.
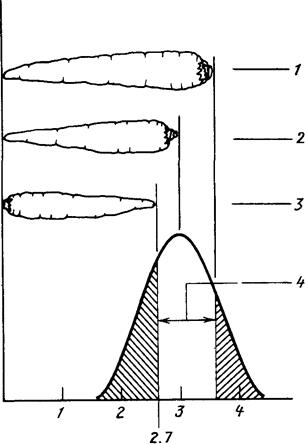
Рис. 3.19
Определение оптимального зазора и допустимого диапазона длин моркови при нормальном распределении размеров (пример 3.2). Оптимальный зазор 2,7 дюйма (68,6 мм):
/ — морковь слишком длинна и может забить отверстия; 2 — морковь среднего размера; 3 — морковь слишком коротка и может быть обрезана неправильно; 4 — допустимый диапазон длин
Частичная автоматизация. График на рис. 3.19 подводит и к другой проблеме. Такое большое количество моркови попадает в те зоны распределения, которые относятся к забиванию устройства и неправильной обрезке моркови, и становится очевидной неудовлетворительная работа устройства. На реальном предприятии, откуда был почерпнут пример 3.2, точно так и случилось (за исключением того, что это была не морковь). Разнообразие размеров продукции заставило инженеров пойти на компромисс и ограничиться частичной автоматизацией. По обеим сторонам вибростола были предусмотрены места для работников, которые вручную переворачивали неправильно упавшие овощи до их поступления под обрезку.
Частичная автоматизация применяется не только в пищевой промышленности, где переменность характеристик продукции является главной проблемой. Ориентация и выверка различных видов продукции и деталей машин может потребовать интеллектуального технического зрения или какого-либо другого технического ухищрения, что может сделать данный производственный процесс неэффективным с технической или экономической точки зрения. Частичная автоматизация, при которой рабочий и машина делают свое дело в меру своих способностей, является альтернативой, которую инженер по автоматизации не должен упускать из виду.
В этой главе рассмотрена проблема перемещения материалов или деталей в позицию для обработки или сборки. Хотя изученные операции кажутся сложными, а иногда построены очень изобретательно, полезных изменений с продукцией в результате не происходит. Подача деталей и их ориентация, без сомнения, являются полезными процессами, но сейчас мы готовы рассмотреть автоматизацию машин, которые обрабатывают или собирают эти детали в полезный продукт.
Выводы
Успех проекта автоматизации сборки зависит не столько от в высшей степени заметных движений промышленного робота, перемещающего детали, сколько от маленьких хитростей позиционирования и ориентации деталей для сборки. Иногда этих мелких проблем можно избежать, сохраняя исходную ориентацию во время обработки или с помощью специальной тары, в которой отгружаются покупные детали.
Если необходимо обеспечить ориентацию деталей, можно воспользоваться хитроумными механическими устройствами, основным представителем которых является вибробункер с ориентирующими приспособлениями на выходной дорожке. Детали, которые сортирующая система бункера не может пропустить или сориентировать, отбрасываются назад для повторного прохождения. Отброшенные детали не пропадают, теряются только время и производительность. Потеря производительности от отбрасывания неправильно сориентированных деталей прямо зависит от КПД вибробункера и сортирующих приспособлений Суммарная эффективность системы может быть рассчитана с учетом матриц вероятностей сортировки для каждого из приспособлений, расположенных по дорожке вибробункера Если необходимо повысить производительность, можно повысить уровень вибраций, что до некоторого момента повышает подачу Наука об ориентации и подаче объектов охватывает не только мелкие металлические детали, но и пластмассовые бутылки, молдинги, отливки и даже пищевые продукты. Пищевые продукты представляют собой проблему для инженера по автоматизации из-за разброса размеров и форм объектов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.