Хотя вся система ориентации обычно эффективна почти на 100%, сортировочные приспособления, из которых система состоит, значительно менее эффективны. Фактически первое сортировочное приспособление в примере 3.1 было только на 6 % эффективным для данного распределения на входе, что вычисляется следующим образом:
F0, == 30*0 + 10*0 + 5*0 + 5*1,00 + 10*0 + 40*0 = 5;
Fт =30*1,00 + 10*0,10 +5*0 +5*1,00 + 10*1,00 +40*1,00 = 86;
![]()
Эту цифру можно получить непосредственно из второй колонки табл. 3.4 как отношение производительности по ориентации г к сумме производительностей по всем ориентациям для первого приспособления, исключая, конечно, сброшенные детали, которые вообще не появляются в выходном потоке.
Эффективность второго приспособления, составляющая 14 %, немногим больше. Изящество интегрированной системы сортировочно-отбраковочных приспособлений заключается в суммировании их эффектов при последовательном применении. В одиночку ни одно из приспособлений примера 3.1 не очень эффективно, но в сумме устройство эффективно практически на 100 %.
Эффективность является интересным критерием при анализе, особенно для отдельной сортировочной позиции. Однако, поскольку эффективность большинства комбинированных сортировочных устройств приближается к 100 %, КПД является более удобным показателем для их оценки.
Износ и повреждение деталей. Наконец, следует рассмотреть возможность зацикливания деталей на одном из приспособлений, когда детали поднимаются, вибрируя, и падают на дно, снова и снова сталкиваемые приспособлением. Если эффективность практически 100 %, можно использовать КПД системы для вычисления вероятности того, что деталь будет отброшена k раз до того, как приобретет допустимую ориентацию. Формула расчета
где ![]() — вероятность того, что деталь будет отброшена k
раз;
— вероятность того, что деталь будет отброшена k
раз;
Е — эффективность; k — число отбрасываний.
Таким образом, приблизительно одна деталь из 100 будет отброшена 10 раз, прежде чем получит допустимую ориентацию. Инженер по автоматизации должен решить, повредит или нет такое обращение изделию.
Среднее число отбрасываний k для каждой детали, проходящей устройство ориентации, обладающее эффективностью 100 % , также является функцией эффективности и определяется следующим выражением:

Можно показать, что бесконечный ряд, который представлен в (3.6), эквивалентен конечному выражению
Для условий, приведенных в примере 3.1, значение k = = 2,356 может быть вычислено по (З.ба). Уравнение (3.6) позволяет рассчитать все вероятности отбрасывания, как это показано в табл. 3.5.
Ориентация пищевых продуктов. В консервной промышленности сортировка, ориентация и подача пищевых продуктов может представлять даже большие трудности с точки зрения анализа из-за имеющихся неизбежных случайных отклонений. Исследования в области автоматизации, выполненные Квеем в Арканзасском университете [30 ], привели к разработке оптимальной конструкции подающего устройства для нарезки овощей в процессе заморозки (рис. 3.18). В месте, где морковь переходит в ботву, имеется часть, которая рассматривается как нежелательная. Механические резаки могут срезать эти верхушки, если под них подан соответствующий конец моркови. На рис. 3.18 показан механизм для сортировки и транспортирования, задачей которого является подача моркови под резак верхним концом вперед. Морковь высыпается с обычного конвейера на вибростол с большим количеством отверстий. Верхний конец моркови тяжелее, и она, скорее всего, провалится в отверстие этим концом вперед, вне зависимости от того, как она лежала на столе. Что с морковью происходит дальше, в принципе зависит от соотношения между ее длиной и зазором между подающим конвейером и вибростолом. Другими факторами являются скорость подающего конвейера и наклон всего устройства. Если принять, что вся морковь имеет одинаковую длину, проблема сильно облегчается. Однако при анализе конструкции подающей системы необходимо учитывать случайные отклонения в размерах моркови.
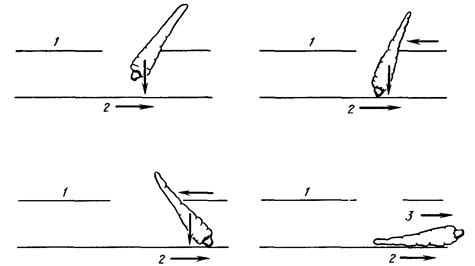
Рис. 3.18
Схема работы устройства для сортировки замороженных овощей:
1 - вибростол; 2- подающий конвейер; 3 — направление подачи под резак
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.