
















Железнодорожный транспорт в Республике Беларусь, с каждым моментом, переходит на более высокую ступень развития. Этому способствует наметившаяся, в последнее время, тенденция к росту производительности труда. Это достигается повышающимися темпами создания и внедрения передовой техники и прогрессивной технологии, обновлением подвижного состава и других технических средств, укреплением материально-технической и ремонтной базы транспорта, поднимающимся уровнем комплексной механизации погрузочно-разгрузочных и ремонтных работ, а также решением комплексных задач, связанных с охраной окружающей среды.
В сложившихся условиях особое значение приобретает необходимость содержания в исправном состоянии подвижного состава. Это обеспечивает созданная на железнодорожном транспорте планово-предупредительная система ремонта и технического обслуживания подвижного состава.
Для этих целей планируется дальнейшее развитие и специализация вагонных депо, заводов по ремонту вагонов и производству запасных частей, оснащение их средствами механизации.
При техническом обслуживании и ремонте подвижного состава всех разновидностей и типов выполняется большое количество различных основных и вспомогательных работ, совершенно одинаковых, выполняемых одними и теми же механизмами и технологическими приемами: подъемно-транспортные, разборочно-сборочные, сварочные, по очистке и обмывке, нанесению защитных покрытий, изготовлению и обработки изделий в литейных кузнечных и механических цехах. Поэтому, при совершенствовании технологии ремонта особое внимание следует уделять автоматизации и механизации вышеперечисленных работ, а также процессов окраски и сушки вагонов, так как именно эти процессы затрудняют организацию двухсменной работы в сборочных цехах и не позволяют существенно сократить время нахождения вагонов в ремонте.
В данной контрольной работе выполнена автоматизация моечной машины.
1 Разработка конструктивной схемы автоматизируемого устройства
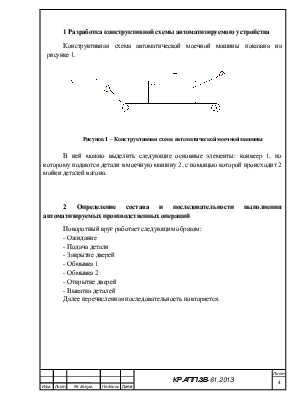
Конструктивная схема автоматической моечной машины показана на рисунке 1.
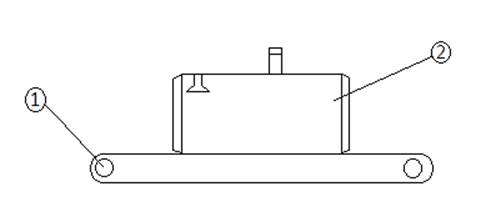
Рисунок 1 – Конструктивная схема автоматической моечной машины
В ней можно выделить следующие основные элементы: конвеер 1, по которому подаются детали в моечную машину 2, с помощью которой происходит 2 мойки деталей вагона.
2 Определение состава и последовательности выполнения автоматизируемых производственных операций
Поворотный круг работает следующим образом:
- Ожидание
- Подача детали
- Закрытие дверей
- Обмывка 1
- Обмывка 2
- Открытие дверей
- Выкатка деталей
Далее перечисленная последовательность повторяется.
3 Определение состава и перечня силовых приводов, необходимых для выполнения производственных операций
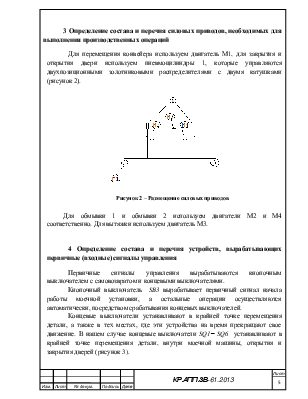
Для перемещения конвейера используем двигатель М1, для закрытия и открытия двери используем пневмоцилиндры 1, которые управляются двухпозиционными золотниковыми распределителями с двумя катушками (рисунок 2).
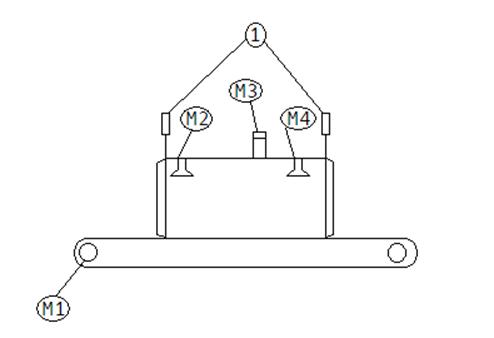
Рисунок 2 – Размещение силовых приводов
Для обмывки 1 и обмывки 2 используем двигатели М2 и М4 соответственно. Для вытяжки используем двигатель М3.
4 Определение состава и перечня устройств, вырабатывающих первичные (входные) сигналы управления
Первичные сигналы управления вырабатываются кнопочным выключателем с самовозвратом и концевыми выключателями.
Кнопочный выключатель SB3 вырабатывает первичный сигнал начала работы моечной установки, а остальные операции осуществляются автоматически, посредством срабатывания концевых выключателей.
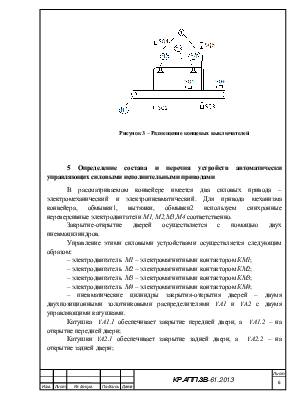
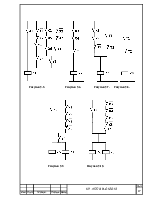
Концевые выключатели устанавливают в крайней точке перемещения детали, а также в тех местах, где эти устройства на время прекращают свое движение. В нашем случае концевые выключатели SQ1-SQ6 устанавливают в крайней точке перемещения детали, внутри моечной машины, открытия и закрытия дверей (рисунок 3).
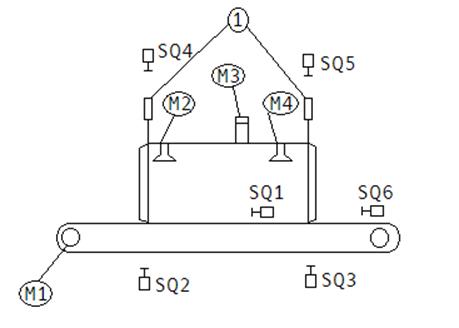
Рисунок 3 – Размещение концевых выключателей
5 Определение состава и перечня устройств автоматически управляющих силовыми исполнительными приводами
В рассматриваемом конвейере имеется два силовых привода –электромеханический и электропневматический. Для привода механизма конвейера, обмывки1, вытяжки, обмывки2 используем синхронные нереверсивные электродвигатели М1, М2,М3,М4 соответственно.
Закрытие-открытие дверей осуществляется с помощью двух пневмоцилиндров.
Управление этими силовыми устройствами осуществляется следующим образом:
– электродвигатель М1 – электромагнитными контактором КМ1;
– электродвигатель М2 – электромагнитными контактором КМ2;
– электродвигатель М3 – электромагнитными контактором КМ3;
– электродвигатель М4 – электромагнитными контактором КМ4;
– пневматические цилиндры закрытия-открытия дверей – двумя двухпозиционными золотниковыми распределителями YА1 и YA2 с двумя управляющими катушками.
Катушка YА1.1 обеспечивает закрытие передней двери, а YА1.2 – на открытие передней двери;
Катушки YА2.1 обеспечивает закрытие задней двери, а YА2.2 – на открытие задней двери;
6 Описание работы автоматизируемого устройства с использованием циклограммы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.