Циклограмма работы устройства составляется на основании результатов выполнения всех предшествующих этапов построения схемы автоматического управления. Каждая производственная операция на циклограмме изображается в виде линии со стрелкой и характеризуется наименованием, используемыми силовыми устройствами с элементами управления, а также устройствами, вырабатывающими первичные сигналы управления в начале и при завершении рассматриваемой производственной операции. Полный перечень указанных элементов для поворотного круга следующий:
– ожидание запуска конвейера. Завершение данной производственной операции определяется нажатием вручную кнопочного выключателя SB3;
– подача детали внутрь моечной машины выполняется с помощью электродвигателя М1, управляемого электромагнитным контактором КМ1. Начало данной операции определяется нажатием кнопочного выключателя SB3, а завершение – нажатием детали на концевой выключатель SQ1.
– закрытие дверей выполняется с помощью пневмоцилиндров, управляемых катушками золотникового распределителя YА1.1. и YA2.1. Начало данной операции определяется нажатием детали на концевой выключатель SQ1, а завершение – нажатием дверей на концевые выключатели SQ2, SQ3;
– обмывка 1 выполняется с помощью электродвигателя М2, управляемого электромагнитным контактором КМ2. Начало этой операции определяется нажатием дверей на концевые выключатели SQ2, SQ3, а ее завершение – срабатыванием реле времени KT2;
– обмывка 2 выполняется с помощью электродвигателя М4, управляемого электромагнитным контактором КМ4. Начало этой операции определяется срабатыванием реле времени КТ2, а ее завершение – отключением срабатыванием реле времени КТ1, КТ2;
– вытяжка осуществляется с использованием электродвигателя М3, управляемого электромагнитным контактором КМ3. Начало этой операции определяется нажатием дверей на концевые выключатели SQ2, SQ3, а ее завершение – срабатыванием реле времени KT2;
– открытие двери выполняется с помощью пневмоцилиндров, управляемых катушками золотникового распределителя YА1.2. и YA2.2. Начало данной операции определяется отключением реле времени КТ1, КТ2, а завершение – нажатием дверей на концевые выключатели SQ4, SQ5;
– выкатка детали из моечной машины осуществляется с использованием электродвигателя М1, управляемого электромагнитным контактором КМ1. Начало этой операции определяется нажатием дверей на концевые выключатели SQ4, SQ5, а ее завершение – нажатием детали на концевой выключатель SQ6;
Циклограмма работы моечной машины показана на рисунке 4. Из нее следует, что завершение каждой производственной операции и начало следующей за ней определяются срабатыванием одного и того же первичного устройства управления. Так, например, нажатие на концевой выключатель SQ1 определяет момент завершения производственной операции «подача детали в моечную машину» и начало операции «закрытие дверей».
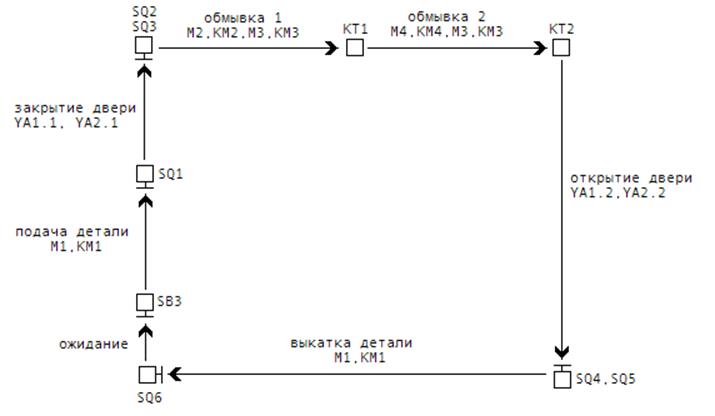
Рисунок 4 – Циклограмма работы моечной машины
7 Построение таблицы переключений
7.1 Описание производственных операций
Каждая производственная операция характеризуется порядковым номером, наименованием и фазами выполнения. Таких фаз в общем случае три: начало (Н), продолжение (П), завершение (З).
Номера производственных операций в порядке их выполнения указаны в графе 1, наименования – в графе 2, а их фазы – в графе 3 таблицы 1.
7.2 Определение значений входных сигналов автомата
Входные сигналы, вырабатываемые кнопочным и концевыми выключателями, обозначаются буквой латинского алфавита Х, входные сигналы реле времени обозначаются буквой латинского алфавита T:
Х1 = 1 – при нажатии вручную кнопочного выключателя SB3;
Х2 = 1 – при нажатии деталью выключателя SQ1;
Х3 = 1 – при нажатии передней дверью концевого выключателя SQ2;
Х4 = 1 – при нажатии задней дверью концевого выключателя SQ3;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.