цепи: «плюс» конденсатора С2, резисторы К4 и К5, «минус» конденсатора С2, — удерживает в открытом состоянии транзисторы 72 и Т1, создавая выдержку времени на отключение. Величина выдержки времени на отключение реле регулируется переменным резистором К.5 в пределах 2—5 с. Если в период работы ленточного конвейера из-за пробуксовки ленты происходит снижение входного сигнала от датчика скорости на 25% и более, то благодаря нелинейности характеристик транзисторов Т1 и Т2 происходит резкое снижение тока через обмотку Р2 и последнее переключает свои контакты, отключая этим реле Р1, которое отключает конвейер.
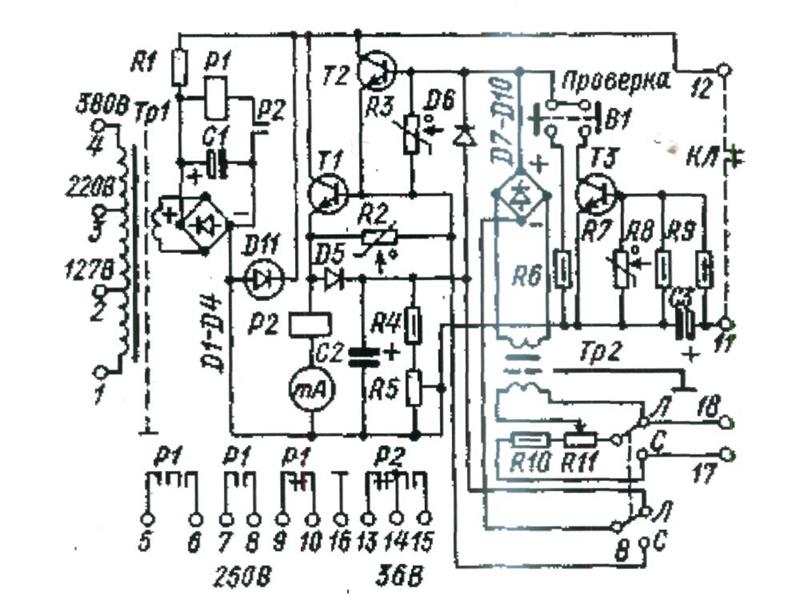
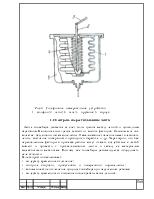
Рис. 3. Схема реле скорости РС-67
1.3 Контроль схода ленты
Сход ленты конвейера или чрезмерное смещение ее в ту или другую сторону, как правило, является следствием нарушения норм технологической эксплуатации: неправильная установка натяжного барабана, нехватка роликов и заклинивание их, неравномерная загрузка ленты относительно продольной оси конвейера и др. Практически в результате большого количества факторов, влияющих на работу конвейеров, на отдельных конвейерах технологических линий исключить полностью возможность схода ленты не удается. Результатом смещения ленты являются просыпи материала, а иногда и завалы конвейеров материалом. Такое положение значительно усложняет эксплуатацию технологических линий: увеличивает количество обслуживающего персонала и вызывает значительные простои оборудования.
В настоящее время заводы-изготовители предусматривают на конвейерах некоторое количество самоцентрирующихся роликоопор, назначение которых — возвращать ленту конвейера в среднее положение, однако, как показывает практика, действие последних недостаточно эффективно.
При дистанционном или автоматическом управлении для исключения аварийных ситуаций из-за смещения ленты отдельные конвейеры оборудуются специальными датчиками. В настоящее время получили распространение два способа контроля положения ленты: одноступенчатый и двухступенчатый. При одноступенчатом контроле датчик соответствует крайнему (аварийному) положению ленты и при срабатывании отключает привод конвейера, а при двухступенчатом, кроме вышеуказанного датчика, устанавливается еще промежуточный датчик. При отклонении ленты от датчика первой ступени контроля подается предупредительный сигнал на щит контроля, а при отклонении до датчика второй ступени происходит отключение электродвигателя конвейера. Двухступенчатый контроль позволяет уменьшить количество отключений, а следовательно, и количество простоев технологического оборудования, так как при поступлении предупредительного сигнала могут быть приняты меры к устранению причины, вызвавшей это смещение.
В качестве датчиков схода ленты применяется простейшая конструкция
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.