









1. Анализ технологического процесса, формирование требований предъявляемых техпроцессом к АЭП.
Каландр представляет собой машину, имеющую в качестве рабочего органа несколько параллельных валков, вращающихся навстречу друг другу и предназначенных для листования, профилирования и теснения листов резиновой смеси, а также для обкладки, дублирования и прорезинивания ткани. Материал обрабатывается в зазоре между валками каландра, причём в отличие от вальцов через каждый зазор он пропускается не многократно, а только один раз. Каландр относится к машинам непрерывного действия. Каландры работают наилучшим образом и обеспечивают наиболее высокое качество выпускаемого материала в условиях постоянного режима, без остановок и изменений скорости и температуры валков.
Машина применяется для нанесения текстиля и склеивания резины, для прокатки резиновых лент.Для своей работы машина требует включение пара и охлаждающей воды для нагрева и охлаждения валов. Валы изготовлены из чугуна, поверхность которых обработана, отшлифована и отпалирована, а валы установлены на роликаподшипниках. Повреждение вала или формы при непрерывном повышении давления между валами предотвращают предахранители давления, которые можно легко сменять.
Установка нижнего и верхнего валка осуществляется электродвигателями. Скорость вращения верхнего и нижнего валка можно изменить путем перемещения зубчатой муфты. Остановка вращения цилиндров при опасности несчастного случая осуществляется включающим тросом, расположенных над цилиндрами на передней и задней сторонах машины, при нажатии на который в любом направлении прекратится подача электрического тока в главный электродвигатель и тормозной электромагнит контргруза ленточного дифференциального тормоза. Контргруз освободится и начнет действовать на тормозящую ленту, находящуюся на обводе диска муфты между главным электродвигателем и редуктором, который остановит машину.
Принцип работы каландра: предварительно пластифицированный и подогретый на вальцах или экструдере до определённой температуры материал поступает на каландр и перерабатывается последовательно на одном, двух или нескольких зазорах между валками, переходя с одного валка на другой. При этом получается бесконечная лента, толщину и ширину которой можно регулировать. По количеству валков различают двух, трёх, четырёх и пятивалковые каландры. По схемам расположения валков они бывают I,L,Г,S,W,Z образные.
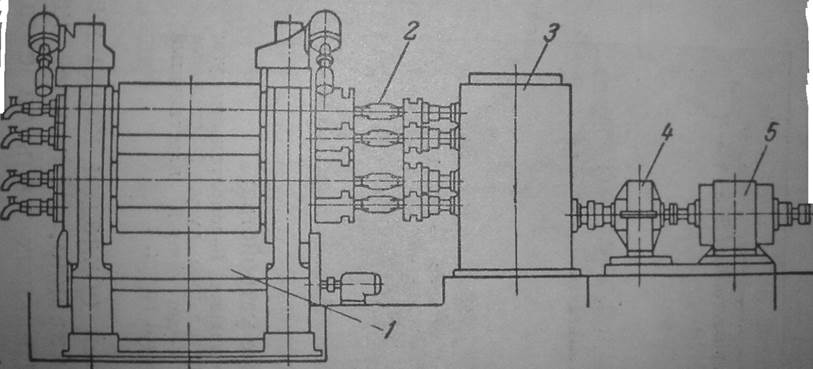
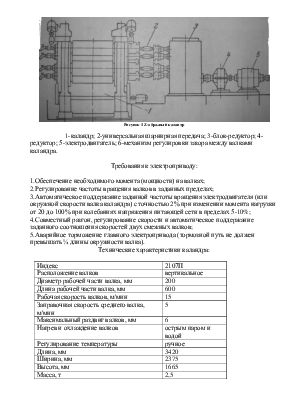
Рисунок 1 Z-образный каландр
1-каландр; 2-универсальная шарнирная передача; 3-блок-редуктор; 4-редуктор; 5-электродвигатель; 6-механизм регулировки зазора между валками каландра.
Требования к электроприводу:
1.Обеспечение необходимого момента (мощности) на валках;
2.Регулирование частоты вращения валков в заданных пределах;
3.Автоматическое поддержание заданной частоты вращения электродвигателя (или окружной скорости валка каландра) с точностью 2% при изменении момента нагрузки от 20 до 100% при колебаниях напряжения питающей сети в пределах 5-10%;
4.Совместный разгон, регулирование скорости и автоматическое поддержание заданного соотношения скоростей двух смежных валков;
5.Аварийное торможение главного электропривода (тормозной путь не должен превышать ¼ длины окружности валка).
Технические характеристики каландра:
|
Индекс |
2107П |
|
Расположение валков |
вертикальное |
|
Диаметр рабочей части валка, мм |
200 |
|
Длина рабочей части валка, мм |
600 |
|
Рабочая скорость валков, м/мин |
15 |
|
Заправочная скорость среднего валка, м/мин |
5 |
|
Максимальный раздвиг валков, мм |
6 |
|
Нагрев и охлаждение валков |
острым паром и водой |
|
Регулирование температуры |
ручное |
|
Длина, мм |
3420 |
|
Ширина, мм |
2375 |
|
Высота, мм |
1665 |
|
Масса, т |
2,5 |
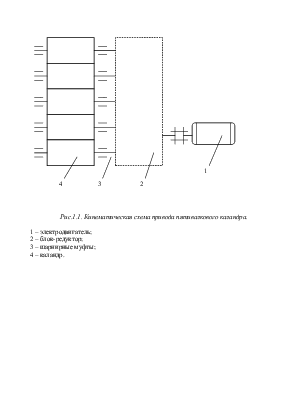
Рис.1.1. Кинематическая схема привода пятивалкового каландра.
1 – электродвигатель;
2 – блок-редуктор;
3 – шарнирные муфты;
4 – каландр.
2. Анализ существующих систем ЭП. Выбор оптимальной СУЭП на основе требований, предъявляемых техпроцессом.
В некоторых каландрах применяют индивидуальный ЭП каждого валка. Так, в каландре агрегата для производства армированной ленты каждый валок приводится от отдельного ДТП. Это позволяет получить регулируемую фрикцию между валками, упростить конструкцию редукторов и снизить момент инерции механизма, что особо важно при экстренном торможении.
Нагрузка на вальцах носит пиковый характер. Для большинства вальцов применяют нерегулируемый электропривод с короткозамкнутым АД на мощности 75-300 кВт и с синхронными двигателями мощностью свыше 300 кВт. Для вальцов периодического действия, используемых при пластикации пластмасс с сильно изменяющимися механическими свойствами, иногда применяют двухскоростные АД.
В процессе каландрования резиновая смесь сначала деформируется, а затем эта упругая деформация при релаксации напряжения переходит в пластическую деформацию. Если время нахождения при каландрировании резиновой смеси мало, то после выхода из каландра происходит восстановление резиновой смеси, что увеличивает толщину, уменьшает ширину и длину каландрованного листа.
Поэтому при каландровании смесей с большим содержанием каучука приходится применять малые угловые скорости валков. Этим и объясняется требование к электроприводу иметь определенный диапазон регулирования скорости. Кроме того, скорость ткани при заправке обычно составляет 3-5 м/мин, в то время как рабочая скорость изменяется в пределах 50-90 м/мин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.