В левой части окна приведен список аналоговых датчиков, которые могут быть установлены для измерения параметров печи. Используя кнопки ▼ и ▲ , выбирается установленный и подключенный настраиваемый датчик. В правой части окна показаны физическое значение параметра, код АЦП на входе контроллера (0 – 32767), состояние датчика (отключен, норма, обрыв – ток < 2мА, замыкание – ток > 20мА). В нижней части окна приведены параметры, которые необходимо записать:
- нижний предел измерения датчика;
- верхний предел измерения параметра;
- сопротивление резистора, подключенного к соответствующему аналоговому входу контроллера для преобразования выходного токового сигнала датчика в напряжение (0–10 В);
- постоянная фильтра >=1 (для датчиков с R=0 – дискретность 100мс, с R<>0 – дискретность 1 с);
- аварийный минимум и максимум (для параметров, не имеющих дискретных датчиков безопасности).
Для выбора параметра для записи используются кнопки ► (выбор параметра правее) и ◄ (выбор параметра левее).
Для ввода параметра выберите необходимый датчик, необходимое поле ввода и нажмите кнопку "ENTER". Используя цифровую клавиатуру, введите необходимое число и нажмите "ENTER". Для выхода без сохранения параметра нажмите "ESC". Нажатие на кнопку "DEL" стирает последнюю введенную цифру.
5.3.5 Наладка механизмов.
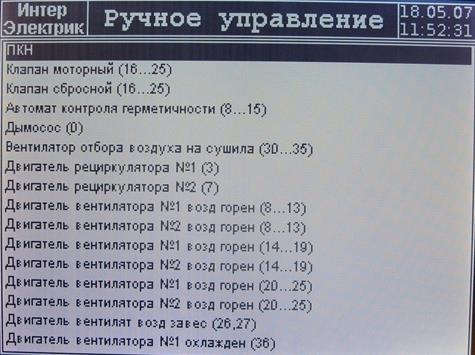
Рисунок 5.8 – Окно “Ручное управление”
Окно “Ручное управление” (рисунок 5.8) предназначено для ручного дистанционного управления механизмами. Выход из окна приводит механизмы в исходное состояние (кроме вентилятора отбора воздуха на сушила и дымососа).
Включение
дымососа, вентилятора отбора воздуха на сушила, сигналов “Работа”, “Авария”
осуществляется нажатием на зеленую кнопку ![]() , отключение – на красную
, отключение – на красную ![]() . Состояние механизма индицируется
светодиодом над соответствующей кнопкой.
. Состояние механизма индицируется
светодиодом над соответствующей кнопкой.
Открытие
клапанов осуществляется нажатием на кнопку ![]() , закрытие – на кнопку
, закрытие – на кнопку ![]() . Состояние
механизма индицируется светодиодом над соответствующей кнопкой.
. Состояние
механизма индицируется светодиодом над соответствующей кнопкой.
В случае отсутствия индикации проверьте подачу управляющего сигнала на механизм и наличие сигналов обратной связи (для механизмов, имеющих их).
5.3.6 Редактирование параметров технологического процесса.

Рисунок 5.9 – Окно “Параметры процесса”
Данное окно предназначено для ввода и редактирования параметров, необходимых для работы оборудования печи.
В таблице "Температурный режим печи по зонам" показаны 15 точек графика температуры по зонам печи. Остальные точки графика лежат на отрезках, соединяющих эти точки. Нажатием на кнопку "Графики" можно перейти в окно "Кривая температуры", где она представлена в графическом виде. Возврат - нажатие на кнопку "Параметры процесса".
В таблице "Задание параметров режима стандартного обжига" показаны:
- значение разрежения в зонах 14 и 25;
- значение давления воздуха для малого и большого факела;
- значение отклонения температуры для малого и большого факела;
- значение аварийного отклонения температуры при ее повышении и понижении;
- значение температуры устойчивого поджига газовоздушной смеси.
В таблице "Задание параметров режима газового обжига" показаны:
- значение разрежения в зонах 14 и 25;
- значение времени газового обжига и вентилирования;
- значение давления воздуха на горение в позициях 22…24.
Для контроля герметичности газовой запорной арматуры показаны:
- значение времени заполнения системы газом;
- значение времени проверки герметичности.
Для выбора параметра для записи используются кнопки ► (выбор параметра правее), ◄ (выбор параметра левее), ▼ (выбор параметра ниже) и ▲ (выбор параметра выше).
Для ввода параметра выберите необходимое поле ввода и нажмите кнопку "ENTER". Используя цифровую клавиатуру введите необходимое число и нажмите "ENTER". Для выхода без сохранения параметра нажмите "ESC". Нажатие на кнопку "DEL" стирает последнюю введенную цифру.
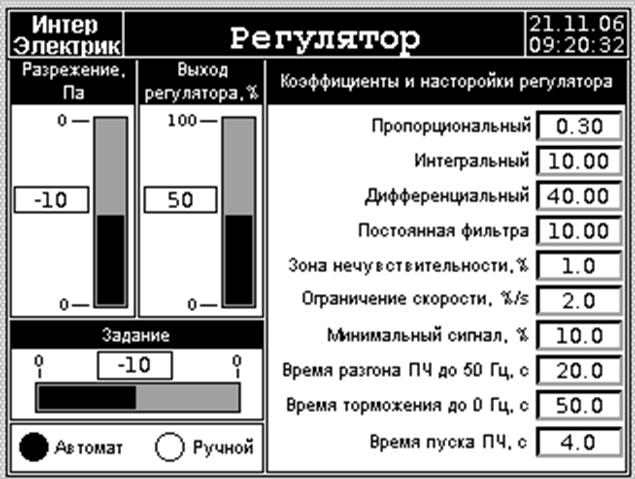
5.3.7 Настройка регуляторов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.