















Лекция №19
Технологические и организационные основы окончательной обработки сухих пиломатериалов и подготовки их к реализации
(Анализ существующей технологии производства экспортных
пиломатериалов и подготовки их к реализации)
Интенсивное развитие лесопильной промышленности в России началось в 1960-х годах. Была проведена модернизация большинства крупных лесоэкспортных предприятий на базе пакетного метода обращения с пиломатериалами и импортного (в основном финского) оборудования, так называемого, «первого поколения». Назовем его « первым этапом модернизации производства экспортных пиломатериалов»
Наиболее полно потребительский спрос на товарные пиломатериалы удовлетворяется при поставке их в транспортных пакетах, содержащих, как правило, пиломатериалы одного поперечного сечения, одной длины (или ограниченного числа длин), одной группы качества. Такие пиломатериалы имеют современный товарный вид, конкурентноспособны. В основу построения производственного процесса лесопиления был положен также пакетный метод обращения с пиломатериалами на базе технологических пакетов, заменивших штучное непроизводительное обращение с пиломатериалами и низкой производительности труда
В1970-х годах был проведен второй этап реконструкции экспортного лесопиления на базе также финского оборудования «второго поколения». Это- установки и поточные линии большой единичной мощности, предназначенные для торцовки и предварительной сортировки сырых пиломатериалов, формирования сушильных штабелей и камерной сушки пиломатериалов, окончательной торцовки, сортировки и пакетирования пиломатериалов.
Пакеты: транспортные как готовая продукция
технологические-сушильные пакеты и штабеля и пучки.
СЛАЙД №1
СПАЙД №2
Пакет транспортный: складская, грузовая и транспортная единица, состояшая из нескольких рядов или стоп пм-в, прокладок, обвязки, обертки, с ярлыками или маркой.
Прокладка- элементы связи стоп в пакете.
Обертка- упаковочный элемент, обеспечивающий защиту пм от загрязнения и атмосферной влаги.
Ярлык- сведения о пакете.
Марка- условное обозначение, состоящее из маркировочных знаков.
По форме различают:прямоугольные, прямоугольно- уступчатые, прямоугольно- метельчатые, трапециевидные (шапка)
По размерам:
- крупные(1000х1200; 1250х1200;1350х1300) и тд
-средние(1350х650;1250х600)
-мелкие(650х600 и менее)
Технологич пакеты:
1.Пакет транспортный- сушильный
2.Пучок (неорганизованный пакет)
БЛОК-ПАКЕТЫ На ДОСКЕ мелом
СЛАЙДЫ 3 и 4, - Оборудование
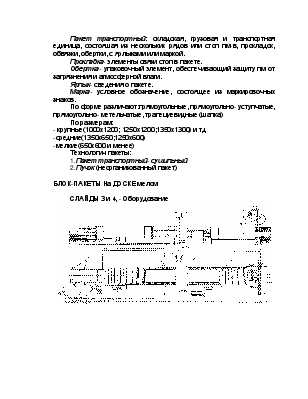
Эффективность пакетного метода Производительность труда и подъемно- транспортного оборудования. ТЕПЛОХОД «СЕТУС», ЭПЗ 1961 Швеция. НАШИ моряки против
ОБОРУДОВАНИЕ
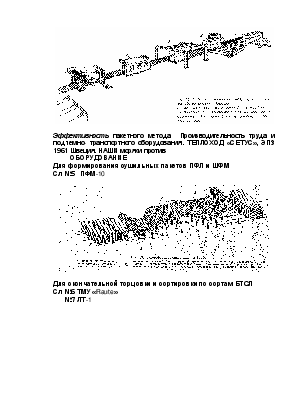
Для формирования сушильных пакетов ПФЛ и ШФМ
Сл №5 ПФМ-10
Для окончательной торцовки и сортировки по сортам БТСЛ
Сл №6 ТМУ «Raute»
№7 ЛТ-1
Для сортировки пм по длине и пакетирования СПЛ
Сл 8 Sateko
Для окончательной торцовки, сортировки по сортам и длине и формирования плотных транспортных пакетов
БТСПЛ или БТСЛ-СПЛ
Сл №9 План-Селл
Сл №9 План-Селл +Сл №10 БСП
Стадийность выполнения торц-сорт операций
Сл№11
Структурные схемы
Сл №20
ОСОБЕННОСТЬ ТЕХНОЛОГИИ НА БАЗЕ ПАКЕТНОГО МЕТОДА ОБРАЩЕНИЯ С ПМ:
Рассмотрим на примере ЛСП Сатеко СПАЙД 8
ПОСЛЕ ЗАВЕРШЕНИЯ обработки некоторой одноразмерной партии пм- т.н. партии запуска, в каждом из карманов- накопителей остается некоторое число досок, недостаточное для формирования полного технологического (сушильного) или транспортного пакета. Это – при сортировке сырых пм за ЛЦехом, после завершения формирования суш пакетов или суш штабелей, при обработке сухих пм на торцовочных и торцовочно- сортировочных линиях.
Чтобы переключиться на обработку пм очередного типоразмера пм-в, необходимо «избавиться» от образовавшегося «остатка». Чем меньше объемы партий однотипных пм-в, тем чаще переналадка, например, линии для сортировки пм по размерам их длины, тем меньше доля запакетированных пм-в,тем больше объем остатка, из которого нельзя сформировать ни один транспортный пакет.
По законам больших чисел средний
остаток досок в карманах равен половине объема полных трансрпортных пакетов
всех длин:![]()
![]()
Vо-1=![]() м3,
м3,
где Vо-1 –объем остатка досок в карманах СПЛ, м3;
l – средняя длина пакетов, м
S- площадь поперечного сечения пакета, м2;
n- количество пакетов, шт.;
q1-количество длин досок, укладываемых в пакет.
Опыт работы арх-х предприятий
показывает, что средний объем остатка близок к расчетному, однако при обработке
отдельных партий пм наблюдаются значительные отклонения: =![]() от объема расчетного
остаткаV0-1.
от объема расчетного
остаткаV0-1.
ОБЪЕМ ОСТАТКА
l=5м ;S=1 м2 ;n=18, тогда Vо-1 = 90 м3 Что делать с остатком?
1. На нек лз весь остаток возвращают на буферный склад и вновь обрабатывают его, присовокупив к очередной партии пм этого же сеч
2. Чаще всего часть
остатка укладывают в пакеты, состоящие из пм 2-3 длин. При этом получается
вторичный остаток  ,
,
где q2 – наибольшее к-во длин досок, укладываемых в пакет при пакетировании вторичного остатка
Объем вторичного остатка равен объему первичного остатка, деленному на к-во длин досок, укладываемых в один пакет при пакетировании первичного остатка
Остаток – камень преткновения в построении технологии:
А. как его уменьшить
Б. Как уменьшить частоту его накаливания, его возникновения
Рассмотрим первый и второй этапы модернизации лесопеиления на базе импортного оборудования «первого и второго пколения»
1. Технология 1960-х годов ЛТСК и ЛСД работают автономно
СЛАЙДЫ №7 и №8 - ЛТСК (ТМУ Рауте)
СЛАЙДЫ №9 и №10 – ЛСД САТЕКО
2. Технология 1970-х годов ЛТСК + ЛСД = ЛТСКД
СЛАЙДЫ № 11 и №12
НАДО
С 137.138
Определим минимальный объем одноразмерных партий пм при различных схемах связи между ЛТСК и ЛСД и наиболее характерных случаев обработки пиломатериалов, остающихся в сортировочных карманах линий
Основными критериями, определяющими минимальный объем одноразмерных партий пиломатериалов для определенных условий производства и сбыта, является:
- коэффициент кондиционности пакетов Кк и
- минимально допустимый промежуток времени работы оборудования без переналадки, вызываемой переходом на обработку очередного типоразмера ПМ, определяемый объемом партии ЗАПУСКА
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.