температура окружающей
среды – 40... + 60 ![]() ;
;
относительная влажность
80% при температуре +25 ![]() ;
;
атмосферное давление воздуха не ниже 22,4 кПа;
атмосферное давление воздуха не более 28,41 кПа.
Требования по надежности:
Среднее время наработки на отказ должно быть не менее 15000ч. Вероятность безотказной работы при ресурсе 15000 не менее 0,7.
Экономические требования:
Тип производства – мелкосерийный.
Анализ технического задания и конструктивно – технологических особенностей изделия
Непосредственно перед проектированием изделия необходимо провести анализ ТЗ и выдвинуть ряд требований к проектируемому изделию.
На рисунке ниже представлена электрическая принципиальная схема устройства.
Рис 1. Электрическая принципиальная схема
формирователя кодовых серий Баркера.
Использование ИМС, полупроводниковых диодов и транзисторов, электролитических конденсаторов и непроволочных резисторов позволяет получить малые габаритные размеры и массу.
Поиск аналогов и прототипа технологии
Рабочие процессы сборки изделия составляют на основе типовых технологических процессов. Типовой технологический процесс (ТТП, ГОСТ 3.1109 - 73) - это процесс, характеризуемый единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками.
Типизация технологических процессов уменьшает объем технологической документации без ущерба содержащейся в ней информации, уменьшает объем работ по подготовке производства, создает возможность разработки групповых приспособлений и средств автоматизации, организации специализированных участков, поточных линий, исключает возможность грубых ошибок в нормировании материальных и трудовых затрат.
Процесс сборки является заключительным этапом в производстве РЭА. Сборочные работы в зависимости от уровня кооперации иногда составляют 40-60% от общей трудоемкости изготовления радиоаппаратуры. Это объясняется особенностями радиотехнического производства и, прежде всего сложностью современных конструкций.
Схема типового технологического процесса сборки печатной платы представлена на рисунке 3.1.
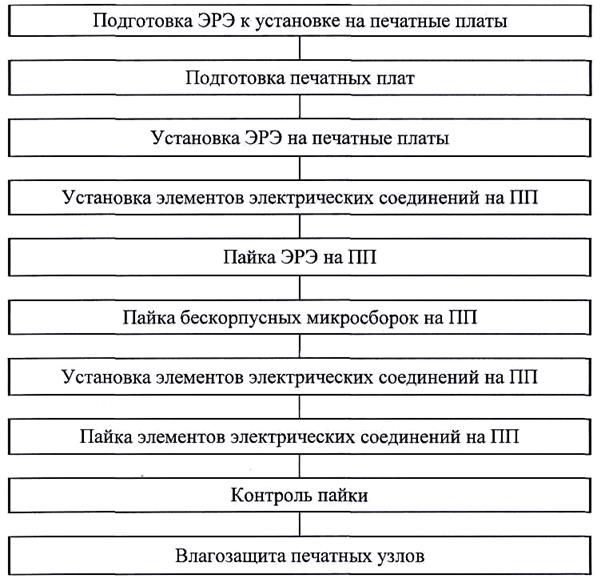 |
Рисунок 3.1- Схема типового технологического процесса сборки печатной платы
Типовой технологический процесс подготовки ЭРЭ к монтажу - на рисунке 3.2.
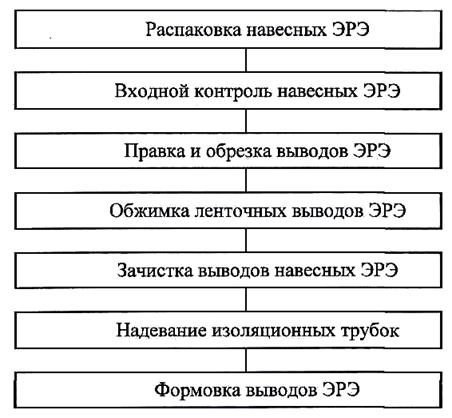 |
Рисунок 3.2 - Типовой технологический процесс подготовки навесных ЭРЭ к монтажу
Технологический процесс сборки можно описать с точки зрения использования в нем механизации и автоматизации.
Исходя из того, что количество изделий в партии небольшое можно использовать ручную сборку. Поэтому этот технологический процесс будет прототипом. Схема технологического процесса сборки преобразователя интерфейса приведена в приложении.
3.1 Оптимизация ТП по себестоимости
Операции по подготовке ЭРЭ и ПП целесообразно объединить и выполнять на одном рабочем месте.
Операции "установка ЭРЭ на печатные платы" и "пайки ЭРЭ на ПП" имеет смысл осуществить на одном месте.
Исходя из всего вышесказанного, технологический процесс сборки блока будет проходить по схеме, представленной на рисунке 3.3.
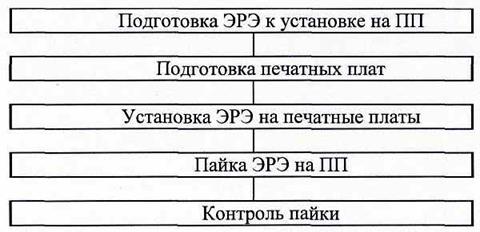 |
Рисунок 3.3 - Технологический процесс сборки блока
3.2 Входной контроль
Входной контроль - это технологический процесс проверки поступающих ЭРЭ, ИМС и ПП по параметрам, определяющим их работоспособность и надежность перед включением этих элементов в производство.
Входной контроль можно разделить на визуальный и параметрический.
В проектируемом технологическом процессе визуальному контролю подвергаются все поступающие комплектующие элементы и печатные платы. Контроль проводится на отсутствие внешних повреждений и наличие маркировки.
Параметрическому контролю подвергается выборочно 10% поступающих комплектующих элементов, выбранных случайным образом.
3.3 Подготовка ЭРЭ к установке на ПП.
Подготовка навесных ЭРЭ включает распаковку компонентов, правку, обрезку, зачистку, лужение и формовку выводов, а также размещение компонентов в технологической таре. В качестве тары используется технологические кассеты или тара III и IV (ОСТ 4ГО.417.200).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.