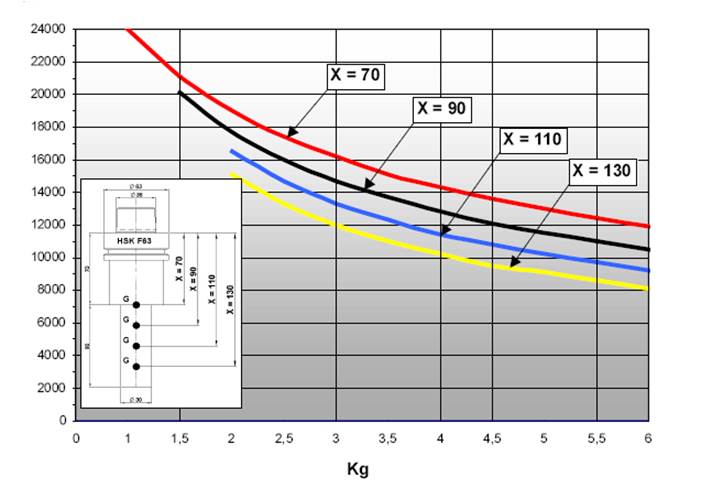
Во время работы главный фрезерный шпиндель контролируется бесконтактными инициаторами для его защиты от недопустимых рабочих состояний. Не допускается снимать, перемыкать или вносить изменения в эти бесконтактные инициаторы. Все используемые инструменты, включая держатели инструментов, должны соответствовать как единый элемент (в собранном виде: крепление инструмента + инструмент) стандарту DIN 8085 (испытание на стойкость к центробежным силам) и быть динамически сбалансированы согласно классу качества Q6.3 стандарта VDI 2060 либо ISO 1940. Запрещается превышать максимальную частоту вращения (ее значение выгравировано) для используемых инструментов, переходных патронов и главного шпинделя.
Опасность:
• Несоблюдение этих требований может привести к ранению или смерти людей вследствие разлетающихся деталей!
• Только обученному персоналу разрешается открывать главный фрезерный шпиндель!
Указание:
Запрещается вносить изменения или переоборудовать главный шпиндель и периферийные устройства
Ввод в эксплуатацию главного шпинделя
Перед вводом в эксплуатацию главного фрезерного шпинделя необходимо выполнить следующие подготовительные действия:
Включить главный выключатель станка
Проверить, включены ли все устройства главного фрезерного шпинделя, а также, соответствуют лиих рабочие температуры правильным значениям:
• Охлаждающий агрегат должен быть в рабочем состоянии
• В противном случае эксплуатация главного фрезерного шпинделя запрещена.
Осторожно:
Если температура корпуса шпинделя составляет менее 15°C, либо если перерыв в работе составил более одной недели, необходимо произвести обкатку главного шпинделя.
Обкатка главного шпинделя производится в течение 10 мин. со скоростью вращения, составляющей 20% от макс. частоты вращения, затем шпиндель снова может работать в обычном режиме.
Для использования и технического обслуживания электрошпинделя смотри приложенную инструкцию по его эксплуатации.
7.3 Смазка
Обрабатывающий центр с ЧПУ TWISTER 5XM-27 оснащен централизованной системой смазки. Используйте типы смазочных средств указанных в таблице.
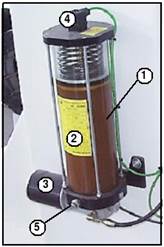
Гайки винтовой передачи шариковых винтовых пар осей Х и Z и бегунки осей Х-Y-Z смазываются автоматически при помощи смазочного насоса (см. рис. 7.3). Интервал смазки контролируется непосредственно ЧПУ и может меняться программой в зависимости от нагрузки станка (например: при непрерывной восьмичасовой работе, уровень в узле должен падать на 20 мм).
Интервал смазки контролируется при помощи электромагнитного клапана, который отрегулирован на заводе.
Этот интервал может меняться непосредственно ЧПУ в соответствии с необходимостью специальной обработки. Следует помнить, что необходимо пополнять до нормального уровня смазочное средство через товотницу поз.5 рис. 7.3.
|
6- Узел смазки для бегунков осей 7- Резервуар для смазочного средства 8- Насос 9- Аварийная сигнализация при низком уровне смазочного средства 10- Сопло наполнения смазочным средством |
Рис. 7.3 |
7.3.1 Точкa смазки линейной направляющей горизонтального перемещения узла смены инструмента (Смотри Рис. 3.10; Поз. 9)
Смазку производить с помощью шприца в товотницу - 1 качек в 40 часов.
Используйте типы смазочных средств указанных в таблице.
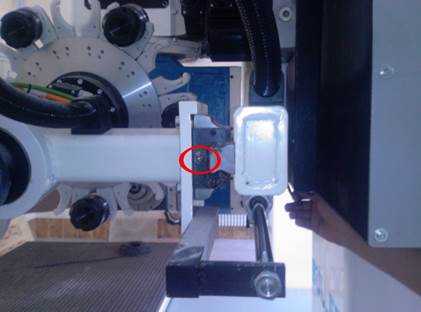

Рис. 7.4
7.4 Техническое обслуживание механики
Это техническое обслуживание проводиться после использования станка. Станок выходит из завода со смазанными частями полностью готовыми к работе.
7.4.1 Характер и периодичность проверок
|
|
Все операции по замене механических и/или электронных частей станка должен проводить квалифицированный персонал. |
7.4.2 Ежедневное обслуживание
Очистка фильтра вакуумного насоса
Очистку фильтра вакуумного насоса необходимо проводить ежедневно. Нужно раскрутить специальный держатель фильтра. Этот фильтр следует продуть сжатым воздухом для удаления клочков пыли, отходов обработки и грязи, которая может стать причиной неправильной работы фильтра.
|
|
Очень важно проводить очистку фильтра вакуумного насоса каждый день, потому что грязь в вакуумном контуре может привести к повреждению лопастей и воспламенению электродвигателя. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.