Заготовка может закрепляться непосредственно на столе, если во время цикла обработки инструменту не нужно опускаться ниже поддерживающей поверхности стола. В этом случае, при помощи прилагаемого резинового уплотнителя поддерживающая поверхность должна быть определена по размеру слегка ниже плоского профиля заготовки. Этот уплотнитель должен устанавливаться вручную в канавки рабочего стола станка. Любое соприкосновение инструмента с рабочим столом ни в коем случае не может стать причиной повреждения инструмента и/или раскрепления заготовки, потому что в целях безопасности рабочий стол сделан из пластмассы.
Если же заготовку нужно обрабатывать по бокам, задняя часть инструмента должна заходить ниже поддерживающей поверхности заготовки. В этом случае держатель заготовки должен быть сделан из пластика, MDF или алюминия (см. рис. 6.3а).
|
|
Не используйте железосодержащие материалы для изготовления держателя заготовки, потому что при соприкосновении с инструментом, это может привести к повреждению инструмента. |
Необходимо будет убедиться, что все части соответствуют прилагаемой силе инструмента, чтобы заготовка не съезжала и в последствии не отлетела. К тому же направление движения слетевшей заготовки невозможно предопределить, оно зависит от ряда факторов, таких как: размещение инструмента по отношению к заготовке, направление движения инструмента и т.п.
Исходя из опыта, можно сказать, что минимальная поверхность, определенная уплотнением, должна составлять 200 см².
Условия сцепления заготовки могут значительно меняться в зависимости от ряда факторов, таких как:
А) коэффициент трения заготовки о стол или заготовки о держатель;
Б) усилие, прилагаемое инструментом на заготовку;
В) степень вакуума в зависимости от пористости обрабатываемого материала;
Г) твердость обрабатываемого материала.
Определения условий, чтобы избежать сползания заготовки, смотри в следующем пункте.
В случае если у заготовки очень маленькая несущая поверхность, необходимо использовать другие способы зажима, не вакуумный насос.
|
Рис. 6.2 |
Если станок оснащен вакуумным насосом для зажима заготовки и требуются альтернативные средства зажима, обязательно проконсультируйтесь с заводом-производителем, потому что они должны подсоединяться к логике станка. |
|
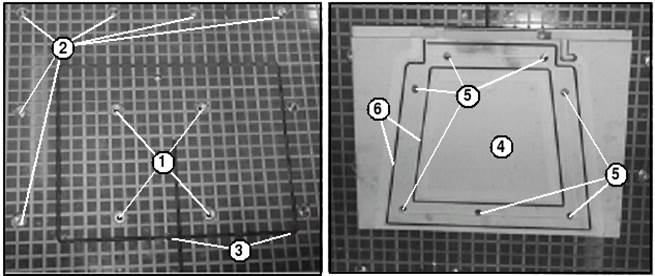
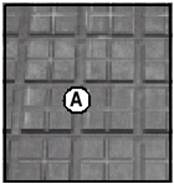
Рис. 6.3 Рис.6.3а |
А – элемент канавок рабочего стола |
|
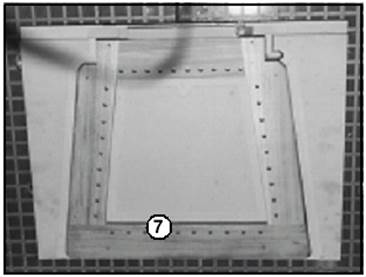
Рис. 6.3б |
17. отверстия для удержания заготовки 18. глухие отверстия 19. вакуумное резиновое уплотнение 20. держатель заготовки 21. отверстия в держателе для удержания заготовки 22. вакуумное резиновое уплотнение 23. заготовка |

ВАЖНО!
На вакуумметр следует установить значение, идентичное или же ниже, чем показатель вакуума для одной обрабатываемой заготовки и/или материала, что бы, если вакуум не достигнет установленного значения, произойдет остановка станка.
Зажим заготовки и способы проверки надежности сцепления, описанного в этом и в следующем пунктах, предназначено для станка, установленного по уровню моря. Значение для 1 кг/см² действительно только в условиях атмосферного давления.
При использовании станка на высоте отличной от уровня моря, необходимо связаться с заводом-изготовителем.
ЭТО УСЛОВИЕ БЕЗОПАСНОСТИ.
6.5.2 Определения условий сцепления заготовки
Для определения условий сцепления заготовки, площадь определяется в см² внутренней площади поверхности ограниченной резиновым уплотнением. В этом случае сила сцепления заготовки со столом или держателем определяется по такой формуле:
Fa = A x Dp
где:
Fa = сила сцепления
A = внутренняя площадь поверхности ограниченной резиновым уплотнением
Dp = значение вакуума вырабатываемого вакуумным насосом на 1 кг/см²
Также следует учитывать, что значение вакуума вырабатываемого вакуумным насосом определяется значением, показанным на вакуумметре станка. Максимальный вакуум, который теоретически может выработаться составляет 760 мм рт. ст., около 1 бар. На самом деле, заготовку в сцеплении со столом или держателем удерживает атмосферное давление, которое на уровне море составляет около 1 бар. Как бы там ни было, а это значение давления на самом деле не достигается из-за пористости материала и из-за небольших утечек сквозь микротрещины в контуре вакуума и насоса.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.